
文字
背景
行間

カテゴリ:生産機械科の活動
生産機械科 飛沫防止マウスシールド寄贈
真岡市立真岡東中学校へマウスシールドを寄贈しました
本日11月12日(木)は火曜日に続き、生産機械科3年生が課題研究で3Dプリンタを使用し製作したスマイルマスク(マウスシールド)を真岡市立真岡東中学校へ寄贈してまいりました。

真岡東中学校大平教頭先生と本校生徒
本校生徒も母校へ訪問でき近況を報告することができました。
出身中学校のHR担任の先生方に使用して頂き、教育活動の一助になれればと思います。
本日11月12日(木)は火曜日に続き、生産機械科3年生が課題研究で3Dプリンタを使用し製作したスマイルマスク(マウスシールド)を真岡市立真岡東中学校へ寄贈してまいりました。
真岡東中学校大平教頭先生と本校生徒
本校生徒も母校へ訪問でき近況を報告することができました。
出身中学校のHR担任の先生方に使用して頂き、教育活動の一助になれればと思います。
生産機械科 飛沫防止マウスシールド寄贈
真岡市立中村中学校へマウスシールドを寄贈しました
本日11月10日(火)は昨日に引き続き、生産機械科3年生が課題研究で3Dプリンタを使用し製作したスマイルマスク(マウスシールド)を真岡市立中村中学校へ寄贈してまいりました。

中村中学校古澤校長と本校生徒
出身中学校のHR担任の先生方に使用して頂き、教育活動の一助になれればと思います。
本日11月10日(火)は昨日に引き続き、生産機械科3年生が課題研究で3Dプリンタを使用し製作したスマイルマスク(マウスシールド)を真岡市立中村中学校へ寄贈してまいりました。
中村中学校古澤校長と本校生徒
出身中学校のHR担任の先生方に使用して頂き、教育活動の一助になれればと思います。
生産機械科2年 「制御実習」 4週目
生産機械科実習紹介!!
本日11月10日は生産機械科2年生において実習が行われました。今回は「制御実習」の4週目についてご紹介いたします。
過去の記事(7/21、7/28、8/4)でも取り上げましたが、制御実習の3週目までにPLCや制御実習装置の概要と、プログラミングコンソールの操作方法について学習しました。
今回からは、ランプの点灯に加え、コンベアの往復(工程回路)について学習します。コンベアの動作もランプと同じ「出力機器」になりますので、作業は前回と同じです。
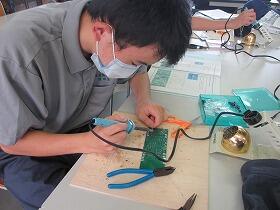
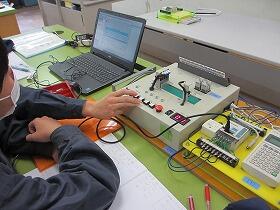
まずは、PLCと制御実習装置の配線を行いました。

配線の様子
次に、以下のようなプログラムを作成し、コンベアの動作を確認します。
①ボタンを押すとコンベアが右行(左行)する。
②ボタンを押すとコンベアが右行(左行)し続け、右端(左端)で止まる。
③ボタンを押すとコンベアが右行し、右端に達すると左行し、左端で止まる。

コンベア動作の確認
②のプログラムを作成する過程において、一度の入力信号で動作を継続して行う「自己保持回路」について学びました。また、③は動作を順番に行う回路で「工程回路」と呼ばれており、次回はこの工程回路を応用してさらに複雑な制御を行います。
さて、次回は11月13日(金)に生産機械科1年生の工業技術基礎についてご紹介いたします。
本日11月10日は生産機械科2年生において実習が行われました。今回は「制御実習」の4週目についてご紹介いたします。
過去の記事(7/21、7/28、8/4)でも取り上げましたが、制御実習の3週目までにPLCや制御実習装置の概要と、プログラミングコンソールの操作方法について学習しました。
今回からは、ランプの点灯に加え、コンベアの往復(工程回路)について学習します。コンベアの動作もランプと同じ「出力機器」になりますので、作業は前回と同じです。
まずは、PLCと制御実習装置の配線を行いました。
配線の様子
次に、以下のようなプログラムを作成し、コンベアの動作を確認します。
①ボタンを押すとコンベアが右行(左行)する。
②ボタンを押すとコンベアが右行(左行)し続け、右端(左端)で止まる。
③ボタンを押すとコンベアが右行し、右端に達すると左行し、左端で止まる。
コンベア動作の確認
②のプログラムを作成する過程において、一度の入力信号で動作を継続して行う「自己保持回路」について学びました。また、③は動作を順番に行う回路で「工程回路」と呼ばれており、次回はこの工程回路を応用してさらに複雑な制御を行います。
さて、次回は11月13日(金)に生産機械科1年生の工業技術基礎についてご紹介いたします。
生産機械科3年 材料計測実習 2週目
生産機械科3年 実習紹介
本日11/9(月)は生産機械科3年生で実習が行われました。
今回は「材料計測実習」2週目の様子をご紹介します。
2週目は金属組織の観察実習です。
身の回りで一般的に使われている鉄はただの鉄ではなく炭素が含まれています。
炭素の量に応じて、硬さや展延性(柔軟に延びる性質)などの性質が変わります。
今回はそんな鉄を顕微鏡で観察することで組織がどのようになっているのか自分の目で確かめる実習です。
顕微鏡で観察するには鋼材を切っただけでは凸凹が大きすぎます。
まずは目の粗い耐水ペーパー(紙ヤスリ)から順に目の細かい耐水ペーパーに切替えて研磨していきます。
1つの粗さだけでも10分以上は削らないとならないため、意外と重労働です。

耐水ペーパーでの研磨
耐水ペーパーの後は、研磨機を使用しての研磨です。

研磨機による研磨
研磨機による研磨の後、研磨材や鉄粉が付いているため流水で洗い流します。
洗浄したあとはよく水分を飛ばすためドライヤーで乾燥させます。

実習鋼材(左:研磨後、右:研磨前)
金属組織を観察するには、研磨した面を化学的に腐食させることで表面に組織の凹凸差をつくらなければいけません。
腐食させることをエッチングといいます。
今回は硝酸アルコールを使いエッチングしました。
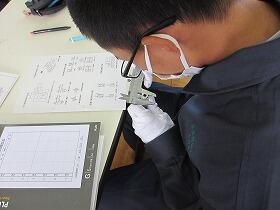
エッチングが終わると遂に顕微鏡での観察です。
今回は残念ながら顕微鏡で覗いた様子を写真に収めることができなかったためお見せすることができませんが、インターネットで「金属組織」や「鋼材組織」と検索して頂ければ見ることができます。

顕微鏡での観察
次回は11/10(火)に生産機械科2年生の実習を紹介いたします。
本日11/9(月)は生産機械科3年生で実習が行われました。
今回は「材料計測実習」2週目の様子をご紹介します。
2週目は金属組織の観察実習です。
身の回りで一般的に使われている鉄はただの鉄ではなく炭素が含まれています。
炭素の量に応じて、硬さや展延性(柔軟に延びる性質)などの性質が変わります。
今回はそんな鉄を顕微鏡で観察することで組織がどのようになっているのか自分の目で確かめる実習です。
顕微鏡で観察するには鋼材を切っただけでは凸凹が大きすぎます。
まずは目の粗い耐水ペーパー(紙ヤスリ)から順に目の細かい耐水ペーパーに切替えて研磨していきます。
1つの粗さだけでも10分以上は削らないとならないため、意外と重労働です。
耐水ペーパーでの研磨
耐水ペーパーの後は、研磨機を使用しての研磨です。
研磨機による研磨
研磨機による研磨の後、研磨材や鉄粉が付いているため流水で洗い流します。
洗浄したあとはよく水分を飛ばすためドライヤーで乾燥させます。
実習鋼材(左:研磨後、右:研磨前)
金属組織を観察するには、研磨した面を化学的に腐食させることで表面に組織の凹凸差をつくらなければいけません。
腐食させることをエッチングといいます。
今回は硝酸アルコールを使いエッチングしました。
エッチングが終わると遂に顕微鏡での観察です。
今回は残念ながら顕微鏡で覗いた様子を写真に収めることができなかったためお見せすることができませんが、インターネットで「金属組織」や「鋼材組織」と検索して頂ければ見ることができます。
顕微鏡での観察
次回は11/10(火)に生産機械科2年生の実習を紹介いたします。
生産機械科 飛沫防止マウスシールド寄贈
真岡市立真岡西中学校へマウスシールドを寄贈しました
本日11月9日(月)は先日に引き続き、生産機械科3年生が課題研究で3Dプリンタを使用し製作したスマイルマスク(マウスシールド)を真岡市立真岡西中学校へ寄贈してまいりました。

真岡西中学校山中校長と本校生徒
出身中学校のHR担任の先生方に使用して頂き、教育活動の一助になれればと思います。
本日11月9日(月)は先日に引き続き、生産機械科3年生が課題研究で3Dプリンタを使用し製作したスマイルマスク(マウスシールド)を真岡市立真岡西中学校へ寄贈してまいりました。
真岡西中学校山中校長と本校生徒
出身中学校のHR担任の先生方に使用して頂き、教育活動の一助になれればと思います。
品質管理検定合格発表
品質管理検定の合格発表がありました
生産機械科2年生が毎年9月に受検している品質管理検定の合格発表が先日行われました。
全国の合格率は、例年8割程度ですが、本校では97.5%という高い合格率を得ることができました。
今後は、3月に行われる品質管理検定に、さらに上位の級で合格することを目標に準備を進めていく予定です。
生産機械科2年生が毎年9月に受検している品質管理検定の合格発表が先日行われました。
全国の合格率は、例年8割程度ですが、本校では97.5%という高い合格率を得ることができました。
今後は、3月に行われる品質管理検定に、さらに上位の級で合格することを目標に準備を進めていく予定です。
生産機械科 飛沫防止マウスシールド寄贈
真岡市立大内中学校へマウスシールドを寄贈しました
生産機械科3年生が課題研究で3Dプリンタを使用し製作したスマイルマスク(マウスシールド)を寄贈してきました。

大内中学校根本校長と本校生徒
寄贈の様子は、11月8日(日)の下野新聞にも掲載して頂きました。製作に携わった生徒たちは、自分たちの出身中学校へ寄贈し、恩師の先生方に使っていただければと、改良を重ね製作活動に取り組んできました。今後も、真岡市内の5つの中学校へ寄贈する予定となっており、芳賀郡内の中学校へも連絡を取らせていただき配布できればと考えています。
生産機械科3年生が課題研究で3Dプリンタを使用し製作したスマイルマスク(マウスシールド)を寄贈してきました。
大内中学校根本校長と本校生徒
寄贈の様子は、11月8日(日)の下野新聞にも掲載して頂きました。製作に携わった生徒たちは、自分たちの出身中学校へ寄贈し、恩師の先生方に使っていただければと、改良を重ね製作活動に取り組んできました。今後も、真岡市内の5つの中学校へ寄贈する予定となっており、芳賀郡内の中学校へも連絡を取らせていただき配布できればと考えています。
生産機械科1年「電気」実習6週目
生産機械科工業技術基礎紹介
本日11/6(金)は生産機械科1年生で工業技術基礎が行われました。今回は「電気」実習6週目の様子をご紹介します。
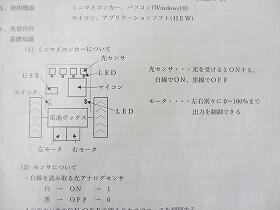
「電気」実習の6週目では、5週目までに製作した自分のミニマイコンカーを使用してプログラミングの基礎やセンサの感度調整を行いました。
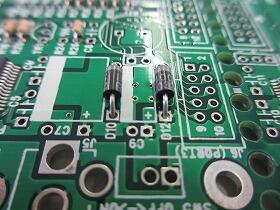
まず作ったばかりのミニマイコンカーとパソコンを接続して、プログラムが書き込めるかを確認しました。ミニマイコンカーとパソコンの接続はUSBケーブルを用いて行います。

接続の確認を行う様子
次に光センサの感度調整を行います。手をかざした際にセンサが反射光を感知し、センサと繋がっているLEDが点灯することを確認します。このときの調整が不十分だと、次の実習(制御・マイコン実習)でライントレース(白線を読み取りながら走行)が上手くいかなくなります。生徒は自分のマシンについている4つのセンサを慎重に調整していきます。
センサの感度を確認する様子
最終的に不具合が見つかれば、この実習中にハンダの付け直しなどの処置を行っていきます。
マシンを直す様子

完成したミニマイコンカー
以上が「電気」実習6週目の内容となります。
このミニマイコンカーを使用して制御・マイコン実習を行っていきます。
次回投稿は11/9(月)に生産機械科3年生の実習を紹介いたします。
生産機械科3年 材料計測実習 1週目
生産機械科3年 実習紹介
本日11/2(月)は生産機械科3年生で実習が行われました。
今回はいよいよ3年生実習最後のテーマとなります「材料計測実習」1週目の様子をご紹介します。
1週目はノギスとマイクロメータの測定です。
ノギスと外側マイクロメータを使用し、より正確に計測する実習を行いました。
ノギスは1/20mm(0.05mm)、外側マイクロメータは1/1000mm(0.001mm)単位で計測することができます。
始めはワークと呼ばれる計測材料で練習です。
練習後は鋼材の長さと太さを計測し、体積を求めることで質量を算出します。
このことを「間接測定」といいます。
また、実際に量りを使い質量を量ることを「直接測定」といいます。
質量を算出後、量りで直接測定を行い比較を行いました。
より正確に計測し、平均値を出すことで実際の質量に近づけることができます。
1、2gの誤差で求められる生徒もいました。

ノギス(左中) 外側マイクロメータ(右中)
鋼材(左下) ワーク(右下)

ノギスでの計測の様子

外側マイクロメータでの計測の様子

レポートに算出した様子

量りでの直接測定
次回は11/6(金)に生産機械科1年生の工業技術基礎を紹介いたします。
本日11/2(月)は生産機械科3年生で実習が行われました。
今回はいよいよ3年生実習最後のテーマとなります「材料計測実習」1週目の様子をご紹介します。
1週目はノギスとマイクロメータの測定です。
ノギスと外側マイクロメータを使用し、より正確に計測する実習を行いました。
ノギスは1/20mm(0.05mm)、外側マイクロメータは1/1000mm(0.001mm)単位で計測することができます。
始めはワークと呼ばれる計測材料で練習です。
練習後は鋼材の長さと太さを計測し、体積を求めることで質量を算出します。
このことを「間接測定」といいます。
また、実際に量りを使い質量を量ることを「直接測定」といいます。
質量を算出後、量りで直接測定を行い比較を行いました。
より正確に計測し、平均値を出すことで実際の質量に近づけることができます。
1、2gの誤差で求められる生徒もいました。
ノギス(左中) 外側マイクロメータ(右中)
鋼材(左下) ワーク(右下)
ノギスでの計測の様子
外側マイクロメータでの計測の様子
レポートに算出した様子
量りでの直接測定
次回は11/6(金)に生産機械科1年生の工業技術基礎を紹介いたします。
生産機械科1年「電気」実習5週目
生産機械科工業技術基礎紹介
本日10/30(金)は生産機械科1年生で工業技術基礎が行われました。今回は「電気」実習5週目の様子をご紹介します。
「電気」実習の4週目までは、ミニマイコンカーに必要な電子部品のハンダ付け作業を行ってきましたが、5週目となる今回はミニマイコンカーを組み立てるところまで行います。
まずモーターと基板を繋ぐために、導線に予備ハンダを行います。導線に予めハンダを吸わせておくことにより、基板やモータに導線を繋ぐことが楽になります。
予備ハンダを行う様子
予備ハンダを行った導線とモータを繋いでいきます。
モータに導線を繋ぐ様子
続いて導線と基板を繋いでいきます。

基板とモータが繋がった様子
5週目の最後には、いままで作成したギヤボックス、基板、モータを組み上げてミニマイコンカーを完成させます。
完成したミニマイコンカー
以上が「電気」実習5週目の内容となります。
6週目ではマイコンカーの動作確認を行っていきます。
次回投稿は11/2(月)に生産機械科3年生の実習を紹介いたします。
生産機械科2年 溶接実習 6週目
生産機械科2年 実習紹介!
本日、10月27日(火)は生産機械科2年において実習が行われました。今回は「溶接実習」6週目についてご紹介いたします。
今週は、ガス・アーク溶接において接合した板材を試験機で引っ張り、溶接部の耐久性(引張強さ)を調べる実習を行いました。

溶接した板材
引張強さを調べる試験機(引張試験機)に板材を取り付けるときには、万力によって大きな力で挟みます。

引張試験機に板材を取り付ける様子
引張試験機によって縦方向に引っ張り、破断させます。

板材が破断した様子
引張試験機に引っ張られた板材が、破断するまでに耐えようとする力を引張強さといい、下図のようなメーターで最大の引張強さを求めます。

引張強さを測定する様子
下図は教員による手本の例ですが、上手に溶接されている板材は溶接部以外の部分が破断するため、材料本来の引張強さが計測されます。

破断後の板材
それぞれが溶接した板材の引張強さを求めて、結果を考察し、まとめました。

生徒が溶接し、試験を行った板材
次回は10月30日(金)生産機械科1年 工業技術基礎についてご紹介いたします。
生産機械科3年 機械仕上実習 4週目
生産機械科3年 実習紹介
本日10/26(月)は生産機械科3年生で実習が行われました。今回は「機械仕上実習」4週目の様子をご紹介します。
今回はホブ盤での歯切り加工を行った歯車に砥石を高速回転させて表面を削る平面研削機を使い、厚さと平面度を整えました。
研削とは「平面度・平行度」の精度を向上させる加工です。
余談ですが、「面粗度(めんそど)を向上させる、表面をなめらかにする。」加工は研磨といいます。

平面研削加工の様子

平面研削加工後
平面研削機もホブ盤と同様に全員が同時に行えないため、更に旋盤の練習も行いました。
前回は凸型の練習を行いましたが、今回は凹型の練習を行いました。
精度が出ている場合は、嵌め合わせて外す際に「キュポン!」といい音が鳴ります。

旋盤練習加工材(左:凹型、右:凸型)

嵌め合わせる様子
次回は10/27(火)に生産機械科2年生の実習を紹介いたします。
本日10/26(月)は生産機械科3年生で実習が行われました。今回は「機械仕上実習」4週目の様子をご紹介します。
今回はホブ盤での歯切り加工を行った歯車に砥石を高速回転させて表面を削る平面研削機を使い、厚さと平面度を整えました。
研削とは「平面度・平行度」の精度を向上させる加工です。
余談ですが、「面粗度(めんそど)を向上させる、表面をなめらかにする。」加工は研磨といいます。
平面研削加工の様子
平面研削加工後
平面研削機もホブ盤と同様に全員が同時に行えないため、更に旋盤の練習も行いました。
前回は凸型の練習を行いましたが、今回は凹型の練習を行いました。
精度が出ている場合は、嵌め合わせて外す際に「キュポン!」といい音が鳴ります。
旋盤練習加工材(左:凹型、右:凸型)
嵌め合わせる様子
次回は10/27(火)に生産機械科2年生の実習を紹介いたします。
生産機械科1年「電気」実習4週目
生産機械科工業技術基礎紹介
本日10/23(金)は生産機械科1年生で工業技術基礎が行われました。今回は「電気」実習の後半4週目の様子をご紹介します。
「電気」実習の1~3週目では、ギヤ比を学習しながらギヤボックスを組み立し、抵抗器の基礎とハンダ付けの技術を習得しました。
電気実習の後半からは基板を完成させ、マイコンカーを完成させる作業に入ります。
本日行った4週目では、ポリスイッチや電解コンデンサの基礎を学んだ上で、基板を台にセットしてそれぞれの部品をハンダ付けしました。
ポリスイッチと電解コンデンサの説明
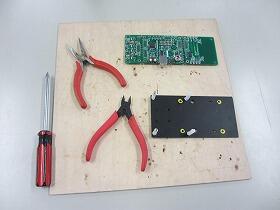
実習に使用した道具
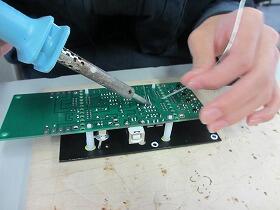
基板を台にセットして作業する様子
以上が「電気」実習4週目の内容となります。
次回投稿は10/26(月)に生産機械科3年生の実習を紹介いたします。
生産機械科2年 「溶接実習」5週目
生産機械科2年 実習紹介!
本日、10月20日(火)は生産機械科2年において実習が行われました。今回は「溶接実習」5週目についてご紹介いたします。
先週はアーク溶接の基礎知識や作業手順について学びました。今週はいよいよ溶接を行います。
まずは、安全に作業を行うために、エプロン・手袋・靴カバーを装着します。

アーク溶接用の装備
次に、タッピングやブラッシングと呼ばれるアークを発生させるための作業を練習しました。作業台に鉄板を乗せ、電流が流れている溶接棒で叩いてスパーク(火花)を発生させます。
鉄板と溶接棒の距離を一定に保ちながらアークを発生させます。この距離が近くても遠くてもアークが安定しません。
溶接後の鉄板にはスラグ(溶接部を空気から保護する膜)が固まっているので、ハンマで割り、ブラシで表面を整えます。

スラグを割る様子
スラグを取り除くと、下図のようになります。アーク溶接の溶接部はガス溶接と比較して、幅が広く、深いのが特徴です。

アーク溶接によって接合した部分
アーク溶接は5000℃を越える高温で接合するため、厚めの材料であっても接合することができます。
次回は10月23日(金)生産機械科1年 工業技術基礎についてご紹介いたします。
生産機械科3年 機械仕上実習 3週目
生産機械科3年 実習紹介
本日10/19(月)は生産機械科3年生で実習が行われました。今回は「機械仕上実習」3週目の様子をご紹介します。
今回は前回までの実習で旋盤加工を行った材料に、いよいよホブ盤での歯切り加工を行いました。
ホブ盤はホブと呼ばれる刃物を使い材料を一定速度で回転させながら切削加工を行う機械です。
目的とした歯車を製作するために、歯車の直径と歯数に合わせてホブと材料の回転速度を設定します。

歯切り加工の様子
ホブ盤は全員が同時に行えないため、更に旋盤の練習も行いました。
今回は指定された寸法近づけ、誤差0mm ~ マイナス0.05mmを目標に練習を行いました。

旋盤加工の様子
次回は10/20(火)に生産機械科2年生の実習を紹介いたします。
本日10/19(月)は生産機械科3年生で実習が行われました。今回は「機械仕上実習」3週目の様子をご紹介します。
今回は前回までの実習で旋盤加工を行った材料に、いよいよホブ盤での歯切り加工を行いました。
ホブ盤はホブと呼ばれる刃物を使い材料を一定速度で回転させながら切削加工を行う機械です。
目的とした歯車を製作するために、歯車の直径と歯数に合わせてホブと材料の回転速度を設定します。
歯切り加工の様子
ホブ盤は全員が同時に行えないため、更に旋盤の練習も行いました。
今回は指定された寸法近づけ、誤差0mm ~ マイナス0.05mmを目標に練習を行いました。
旋盤加工の様子
次回は10/20(火)に生産機械科2年生の実習を紹介いたします。
生産機械科1年「制御・マイコン」実習6週目
生産機械科 工業技術基礎紹介
本日10/16(金)は生産機械科1年生で工業技術基礎が行われました。
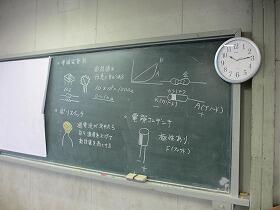
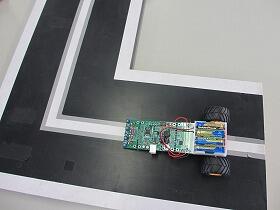
「制御・マイコン」実習の6週目では、マイコンカーに搭載されているセンサを使用して白線を読み取りながらゴールを目指す「ライントレースプログラム」を学習していきます。生徒は2進数、10進数、16進数を学びながら、センサの様々な読み取りパターンに応じたモータの制御値を決めていきます。
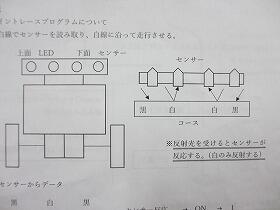
ライントレースの仕組み
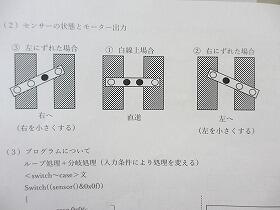
様々なセンサの読み取りパターン
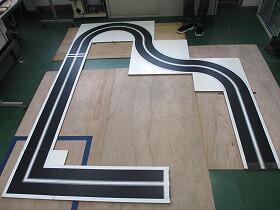
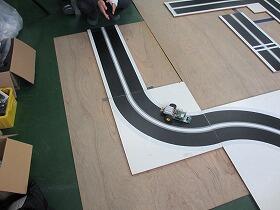
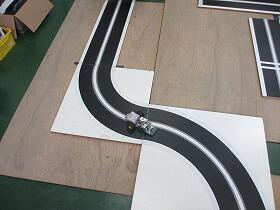
コース全体の様子
最初は制御値を仮で設定して走らせますが、上手く動くことはほぼなく、白線に沿って首を振るような動作になってしまいます。プログラムを修正していくと同じコースでも白の上をスムーズに動くようになります。
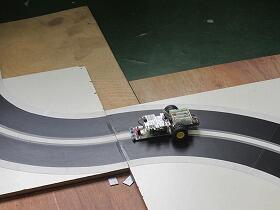
S字カーブを曲がる様子
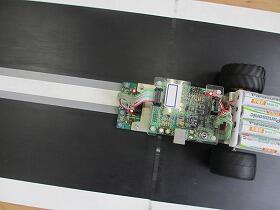
走行中のセンサの様子
最後の難所であるクランクではコースアウトするマシンが多数発生しました。どの生徒も「どうすればうまくいくか」を自分で考察していました。
クランクの様子
以上(全6周)が1年生工業技術基礎「制御・マイコン」の実習内容になります。
次回投稿は10/19(月)に生産機械科3年生の実習を紹介いたします。
生産機械科2年 溶接実習 4週目
生産機械科2年 実習紹介!
本日は生産機械科2年生において実習が行われました。今回は溶接実習の4週目についてご紹介いたします。
本日から3週に渡ってアーク溶接の内容を学習します。前半は復習を踏まえて、ガス溶接による鉄板の接合を行いました。

アーク溶接はガス溶接と比べてエネルギーが大きく、「高い温度」「深く、広い幅」で溶接を行うため、あらかじめ材料に加工を施します。ここでは「開先」と呼ばれる材料への加工を行いました。

開先を加工する様子
後半はアーク溶接の理論や、使用する機器の使い方について説明を受け、ノートをまとめて次回の予習を行いました。

説明を受ける様子
ノートをまとめる様子
今回はアーク溶接の理論について学びました。次週はいよいよアーク溶接を行います。
さて、次回は10月16日(金)生産機械科1年 工業技術基礎についてご紹介いたします。
本日は生産機械科2年生において実習が行われました。今回は溶接実習の4週目についてご紹介いたします。
本日から3週に渡ってアーク溶接の内容を学習します。前半は復習を踏まえて、ガス溶接による鉄板の接合を行いました。
アーク溶接はガス溶接と比べてエネルギーが大きく、「高い温度」「深く、広い幅」で溶接を行うため、あらかじめ材料に加工を施します。ここでは「開先」と呼ばれる材料への加工を行いました。
開先を加工する様子
後半はアーク溶接の理論や、使用する機器の使い方について説明を受け、ノートをまとめて次回の予習を行いました。
説明を受ける様子
ノートをまとめる様子
今回はアーク溶接の理論について学びました。次週はいよいよアーク溶接を行います。
さて、次回は10月16日(金)生産機械科1年 工業技術基礎についてご紹介いたします。
生産機械科1年「制御・マイコン」実習5週目
生産機械科工業技術基礎紹介
本日10/9(金)は生産機械科1年生で工業技術基礎が行われました。
「制御・マイコン」実習の5週目では、直線と右カーブ・左カーブの混ざった複雑なコースを正確に走るようにモータの出力値を調整しながら何度もトライしていきます。
コース全体の様子

プログラム作成の様子

作成したプログラムの一部
最初は直線でもコースアウトしてしまうマシンが多く、直線を走らせる難しさを学びました。次の左カーブでも曲がりすぎや、大回りしてしまうマシンが多く、何度も繰り返しプログラムの修正行いました。マシンの置き方やスピード、モータの出力値など様々な条件を自ら考えて実習に望みました。
修正前の様子
修正後の様子
次回は光センサを用いてコースの白線を読み取りながら走るようにプログラミングを行います。
次回投稿は10/13(火)に生産機械科2年生の実習を紹介いたします。
生産機械科マウスシールド
マウスシールド製作 飛沫防止対策
生産機械科の3年生が課題研究で3Dプリンタを使用しスマイルマスク(マウスシールド)を設計・製作しました。
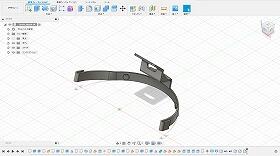
3D CADを使用し設計
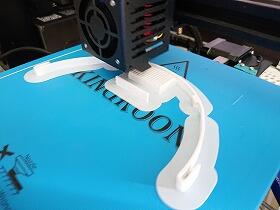
3Dプリンタで製作

完成したマウスシールド(正面)

完成したマウスシールド(横)

校名と科名を印字
生産機械科3年生の出身中学校へ寄贈し、恩師の先生方に使っていただければと、生徒たちが考案し製作しました。今後、真岡市内の中学校へ連絡を取らせていただき配布できればと考えています。本校では、実習や教室での座学において、機械系の職員が活用しています。声がこもらず生徒への指示や説明がしやすく大変助かっています。
生産機械科の3年生が課題研究で3Dプリンタを使用しスマイルマスク(マウスシールド)を設計・製作しました。
3D CADを使用し設計
3Dプリンタで製作
完成したマウスシールド(正面)
完成したマウスシールド(横)
校名と科名を印字
生産機械科3年生の出身中学校へ寄贈し、恩師の先生方に使っていただければと、生徒たちが考案し製作しました。今後、真岡市内の中学校へ連絡を取らせていただき配布できればと考えています。本校では、実習や教室での座学において、機械系の職員が活用しています。声がこもらず生徒への指示や説明がしやすく大変助かっています。
生産機械科1年「制御・マイコン」実習1~3週目
生産機械科工業技術基礎紹介
1年生工業技術基礎、「制御・マイコン」実習の1~3週目の様子をご紹介します。
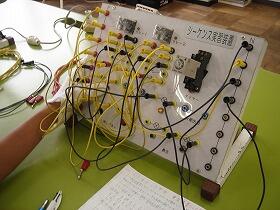
「制御・マイコン」実習の前半(1~3週目)では、制御の基本を学ぶために有接点によるシーケンス制御を学習します。シーケンス実習装置と電磁リレーを用いて簡単なリレー回路を自分で組めるように学習していきます。

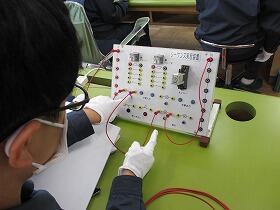
シーケンス実習装置
1週目ではa接点、b接点の動作について学んだ後、各接点を使用したパイロットランプの点灯回路を作成します。写真はボタンを押すと緑色と橙色のパイロットランプが点灯している様子です。

パイロットランプが点灯する様子
2週目では電磁リレーの動作について学んだ後、電磁リレーを使用したパイロットランプの点灯回路を作成します。電磁リレーを使用すると複数の動作を1度で制御することができます。回路が複雑になるほど混乱する生徒が多いため、指さし確認を行いながら図面をみて上から順番に回路を組むよう指導していきます。
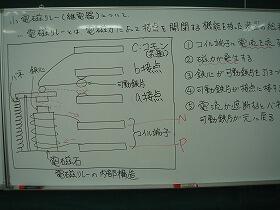
電磁リレー内部の説明
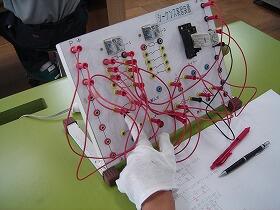
電磁リレーを使用した回路
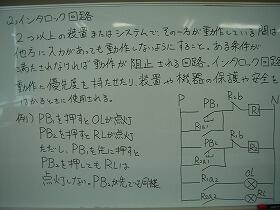
3週目では電磁リレーを使用した自己保持回路とインタロック回路について学びます。どちらも家電製品や工場などの生産機械には欠かすことの出来ない回路です。これらを組み合わせて動作に優先度をつけることで、「扉が開いている間は操作できない」等の複雑な回路を作ることができ、ヒューマンエラーや事故を未然に防止することにつながります。
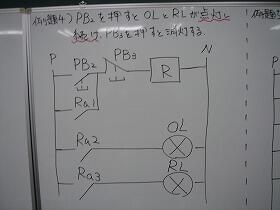
自己保持回路の例題
インタロック回路の例題
電磁リレーを2個用いた配線の様子
3週目になると生徒は自分で回路を考え、難しい回路も配線できるようになります。
以上が「制御・マイコン」実習前半(1~3週目)の内容です。
後半では「電気」実習で製作したミニマイコンカーを制御していきます。
1年生工業技術基礎、「制御・マイコン」実習の1~3週目の様子をご紹介します。
「制御・マイコン」実習の前半(1~3週目)では、制御の基本を学ぶために有接点によるシーケンス制御を学習します。シーケンス実習装置と電磁リレーを用いて簡単なリレー回路を自分で組めるように学習していきます。
シーケンス実習装置
1週目ではa接点、b接点の動作について学んだ後、各接点を使用したパイロットランプの点灯回路を作成します。写真はボタンを押すと緑色と橙色のパイロットランプが点灯している様子です。
パイロットランプが点灯する様子
2週目では電磁リレーの動作について学んだ後、電磁リレーを使用したパイロットランプの点灯回路を作成します。電磁リレーを使用すると複数の動作を1度で制御することができます。回路が複雑になるほど混乱する生徒が多いため、指さし確認を行いながら図面をみて上から順番に回路を組むよう指導していきます。
電磁リレー内部の説明
電磁リレーを使用した回路
3週目では電磁リレーを使用した自己保持回路とインタロック回路について学びます。どちらも家電製品や工場などの生産機械には欠かすことの出来ない回路です。これらを組み合わせて動作に優先度をつけることで、「扉が開いている間は操作できない」等の複雑な回路を作ることができ、ヒューマンエラーや事故を未然に防止することにつながります。
自己保持回路の例題
インタロック回路の例題
電磁リレーを2個用いた配線の様子
3週目になると生徒は自分で回路を考え、難しい回路も配線できるようになります。
以上が「制御・マイコン」実習前半(1~3週目)の内容です。
後半では「電気」実習で製作したミニマイコンカーを制御していきます。
生産機械科1年「制御・マイコン」実習4週目
生産機械科工業技術基礎紹介
本日10/2(金)は生産機械科1年生で工業技術基礎が行われました。今回から各テーマ後半の内容に入っていきます。今回は「制御・マイコン」実習の4週目の様子をご紹介します。
「制御・マイコン」実習の前半(1~3週目)では、制御の基本を学ぶために有接点によるシーケンス制御を学習しました。後半では別の実習室に移動し、「電気」実習で製作したミニマイコンカーの制御を学習します。※後半実習を行う部屋では感染症飛沫防止の為の生徒間にパーテーションを取り付けています。

内容説明の様子
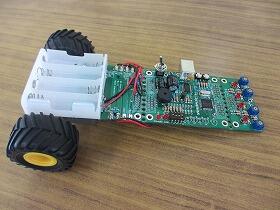
製作したミニマイコンカー
初回の班はローテーションの関係上、自分の身にマイコンカーが完成していないため先輩が製作したミニマイコンカーを用いて学習を行いました。まず初めにミニマイコンカーの各部名称及び機能と、プログラムの学習を行います。
各部名称の説明
プログラムの構成を学んだところで、実際にコース上(直線1M)を走らせて動作確認を行います。同じように作られたマシンでも同じ動作はしないため、1台1台の特徴に合わせコースアウトしないよう左右のモータ出力を調整していきます。

コースを走らせる様子①

コースを走らせる様子②
調整の上手な生徒や、左右モータの差が少ないマシンは2M直線までクリアすることが出来ました。試行錯誤しながら微調整を繰り返す様子を見ることが出来ました。
次回投稿は10/9(金)に生産機械科1年生の工業技術基礎を紹介いたします。
生産機械科2年 MC実習 3週目
生産機械科2年実習紹介
本日9/29(火)は生産機械科2年生で実習が行われました。今回は「MC実習」3週目の様子をご紹介します。
今回は過去の実習で学んだ内容を応用して、真円を切削するプログラムについて学習しました。
下図のように切削を始める位置によってプログラムが変化することを確認しながら、プログラムを検討しました。
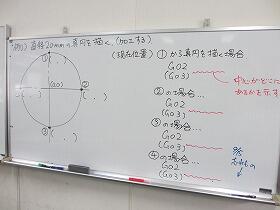
プログラムの説明
次に、円弧と真円を組み合わせて、下図のような図形のプログラムについて検討しました。前回の内容も含まれている課題ですので、生徒も前回の実習報告書(実習ノート)を見て、思い出しながら取り組みました。
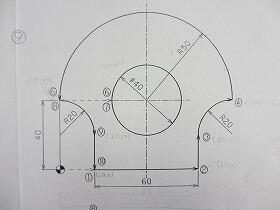
円弧と真円を応用した課題
3週目ということもあり、パソコンの使い方や、プログラム言語にも慣れてきた様子でした。
後半に行うMC実習(3週)では生徒が自ら考えたデザインをアルミ二ウムの板材に切削します。

プログラムを考える様子
次回は10/2(金)に生産機械科1年の工業技術基礎についてご紹介します。
本日9/29(火)は生産機械科2年生で実習が行われました。今回は「MC実習」3週目の様子をご紹介します。
今回は過去の実習で学んだ内容を応用して、真円を切削するプログラムについて学習しました。
下図のように切削を始める位置によってプログラムが変化することを確認しながら、プログラムを検討しました。
プログラムの説明
次に、円弧と真円を組み合わせて、下図のような図形のプログラムについて検討しました。前回の内容も含まれている課題ですので、生徒も前回の実習報告書(実習ノート)を見て、思い出しながら取り組みました。
円弧と真円を応用した課題
3週目ということもあり、パソコンの使い方や、プログラム言語にも慣れてきた様子でした。
後半に行うMC実習(3週)では生徒が自ら考えたデザインをアルミ二ウムの板材に切削します。
プログラムを考える様子
次回は10/2(金)に生産機械科1年の工業技術基礎についてご紹介します。
生産機械科3年 機械仕上実習 2週目
生産機械科3年 実習紹介
本日9/28(月)は生産機械科3年生で実習が行われました。今回は「機械仕上実習」2週目の様子をご紹介します。
前回の実習で外径切削を行った材料をひっくり返し、裏側に段をつける端面切削を行いました。
端面切削の後に角を少し丸めるために面取りという加工を行いますが、どうしてもバリがでるため前回穴をあけたところに更にリーマという仕上加工を行います。

端面切削の様子

リーマをかける様子
今回は旋盤の他に、フライス盤の実習も行いました。
フライス盤は、エンドミルをいう刃を回転させ材料に押し当てることで、削り加工をする機械です。
金属の角材を六面削る練習を行いました。

フライス盤加工の様子
次回は9/29(火)に生産機械科2年生の実習を紹介いたします。
生産機械科1年「電気」実習3週目
生産機械科工業技術基礎紹介
本日9/25(金)は生産機械科1年生で工業技術基礎が行われました。今回は「電気」実習の3週目の様子をご紹介します。
「電気」実習の3週目では、前回抵抗器をハンダ付けした基板を用いて、更にコンデンサ等別の電子部品をハンダ付けしていきます。前回に引き続き、高温となるハンダ小手の取り扱いに注意しながら、細かい作業に集中して取り組んでいきます。

作業説明の様子
最初に電子部品を仮止めした基板を暖め、そこにハンダを溶かして落とすと仕上がり良くハンダ付けが出来ます。生徒は何度も失敗しながらハンダ付けの技術を学んでいました。

ハンダ付けを行う様子
今回取り付けた部品
ここまでが「電気」実習前半の内容となります。
後半では「制御・マイコン」実習において、作成したマイコンカーを制御していきます。
次回投稿は9/28(月)に生産機械科3年生の実習を紹介いたします。
生産機械科1年「電気」実習2週目
生産機械科工業技術基礎紹介
本日9/18(金)は生産機械科1年生で工業技術基礎が行われました。今回は「電気」実習の2週目の様子をご紹介します。
「電気」実習の2週目である今回は、ミニマイコンカーを制御するために必要な基板を用いて、抵抗器の基礎的な知識とハンダ付けの技術を学びます。抵抗器は様々な種類があり、カラーコードと呼ばれる色で抵抗値を判断します。すべて覚えるのは大変ですが電子機器には欠かすことの出来ない要素のため、しっかりと学んでいきます。
抵抗器の基礎知識について
抵抗器の基礎を学んだところで実際にマイコンカーの基板に抵抗器を取り付けます。とても細かい作業なので、ハンダこてでハンダを溶かしながら慎重に行っていきます。今回の実習で初めてハンダこてを使用する生徒も多く、火傷をしないように十分注意しながら作業を行いました。
ハンダ付けを行う様子
3週目では完成したギヤボックスと基盤を用いてマイコンカーを仕上げていきます。
次回投稿は9/25(金)に生産機械科1年生の実習を紹介いたします。
生産機械科3年 自動制御実習 4週目
生産機械科実習紹介
本日は生産機械科3年「自動制御実習」の4週目についてご紹介します。この実習では、「PLCを用いたシーケンス制御」と「ロボットアームの制御」について1つの班が2手に分かれて実習を行いました。
今回はロボットアームの制御についてご紹介いたします。本校の生産機械科では、EPSON製のロボットアームを用いて実習を行います。
下図のようにポイントをいくつか設定し、順番にポイントからポイントへ移動する「PTP制御」(Point to Point 制御)という制御方法を用います。
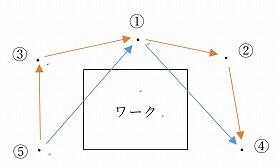
PTP制御について
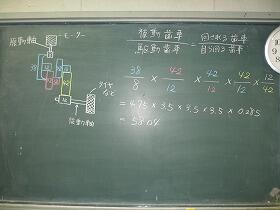
ロボットアームを駆動させる6つの軸の動きを考えながら、ポイントを設定していきます。今回は下図のように、ロボットアームを用いて、ワーク(材料)を台の上からコンベアへと移動させるためのポイントを考え、プログラムしました。
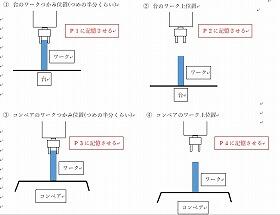
今回指示するポイントについて
ロボットアームやコンベアなどの生産機械を自ら制御することによって、生産システムの自動化について理解を深めた様子でした。

ロボットアームの軸について検討する様子
本日は生産機械科3年「自動制御実習」の4週目についてご紹介します。この実習では、「PLCを用いたシーケンス制御」と「ロボットアームの制御」について1つの班が2手に分かれて実習を行いました。
今回はロボットアームの制御についてご紹介いたします。本校の生産機械科では、EPSON製のロボットアームを用いて実習を行います。
下図のようにポイントをいくつか設定し、順番にポイントからポイントへ移動する「PTP制御」(Point to Point 制御)という制御方法を用います。
PTP制御について
ロボットアームを駆動させる6つの軸の動きを考えながら、ポイントを設定していきます。今回は下図のように、ロボットアームを用いて、ワーク(材料)を台の上からコンベアへと移動させるためのポイントを考え、プログラムしました。
今回指示するポイントについて
ロボットアームやコンベアなどの生産機械を自ら制御することによって、生産システムの自動化について理解を深めた様子でした。
ロボットアームの軸について検討する様子
生産機械科2年 MC実習 2週目
生産機械科実習紹介!!
本日は生産機械科2年「MC実習」の2週目についてご紹介いたします。
先週はマシニングセンタについての説明と、板の中央に穴を開けるプログラムについて学習しました。
今回は下図の説明のように円弧の形に切削するための指令を用いてプログラムを作成しました。
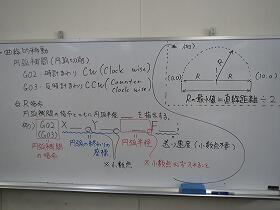
円弧補間の説明
指令の書式の説明を受けたあと、下図のように削りたい形状から座標を取っていきます。自由な形を切削する場合には、方眼紙などを用いて作図し、座標を取ることもありますが、今回は練習として、与えられた課題について座標を取りました。
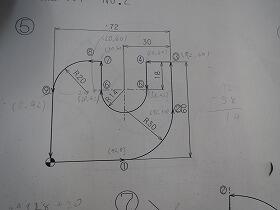
座標を取っていく様子
下図のように指令・座標・円弧の半径などの条件をプログラムします。
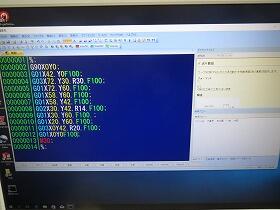
プログラムの様子
下図は、シュミレーションソフトによる、プログラムのシュミレーションです。正しいプログラムであれば、課題の形と同じように切削のシュミレーションをすることができます。
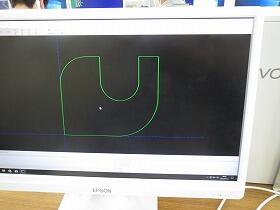
シュミレーションの様子
次週は今回の内容を応用して「真円」(しんえん)のプログラムについて学習していきます。
次回は9/18(金)に 生産機械科1年 工業技術基礎についてご紹介いたします。
本日は生産機械科2年「MC実習」の2週目についてご紹介いたします。
先週はマシニングセンタについての説明と、板の中央に穴を開けるプログラムについて学習しました。
今回は下図の説明のように円弧の形に切削するための指令を用いてプログラムを作成しました。
円弧補間の説明
指令の書式の説明を受けたあと、下図のように削りたい形状から座標を取っていきます。自由な形を切削する場合には、方眼紙などを用いて作図し、座標を取ることもありますが、今回は練習として、与えられた課題について座標を取りました。
座標を取っていく様子
下図のように指令・座標・円弧の半径などの条件をプログラムします。
プログラムの様子
下図は、シュミレーションソフトによる、プログラムのシュミレーションです。正しいプログラムであれば、課題の形と同じように切削のシュミレーションをすることができます。
シュミレーションの様子
次週は今回の内容を応用して「真円」(しんえん)のプログラムについて学習していきます。
次回は9/18(金)に 生産機械科1年 工業技術基礎についてご紹介いたします。
生産機械科3年 機械仕上実習 1週目
生産機械科3年 実習紹介
本日9/14(月)は生産機械科3年生で実習が行われました。今回は「機械制御実習」1週目の様子をご紹介します。
2年生までの機械仕上実習では「旋盤」のみを用いた実習でしたが、3年生では「フライス盤」「ホブ盤」などの工作機械も用いた歯車加工の実習です。
歯車では始めに「モジュール」と言われる歯の大きさや歯の数を決め、そこから「基準円」と言われるピッチ円直径や、歯の山である歯先円直径、歯の谷である歯底円直径を計算します。
計算で求めた数字を基に、材料を旋盤で削り出していきます。ここまでは2年生で習った「外径切削」の復習です。
外径切削の次はセンターにΦ20mmのをあけるため、下穴のセンタードリルから徐々にドリルの径を大きくしていきます。
ドリル径を大きくすると切削抵抗が増えるため、回転速度を遅くしていきます。

旋盤加工の様子
次回は9/15(火)に生産機械科2年生の実習を紹介いたします。
生産機械科1年「電気」実習1週目
生産機械科工業技術基礎紹介
本日9/11(金)は生産機械科1年生で工業技術基礎が行われました。今回は「電気」実習の1週目の様子をご紹介します。
この実習ではミニマイコンカーを製作しながら、モータとギヤの関係、ハンダ付けなどの電気機器組立に必要な技術・知識を習得していきます。1週目である今回は、ミニマイコンカー製作キット中のギヤボックス製作キットを使用してモータとギヤの関係について学びながらギヤボックスを組み立てていきます。

ギヤボックス製作キット
モータとギヤの関係
ギヤボックスの組立は細かい作業になりますが、生徒は集中して取り組んでいました。完成したギヤボックスはモータが2個接続でき、左右の軸をそれぞれ別々に回転させることができるというものです。このギヤボックスを使用して、ミニマイコンカーを製作していきます。

組み立てている様子

完成したギヤボックス
2週目ではミニマイコンカーの基盤に抵抗やコンデンサなどをハンダ付けしていく作業を行います。
次回投稿は9/14(月)に生産機械科3年生の実習を紹介いたします。
生産機械科2年 「MC実習」1週目
生産機械科2年 実習紹介
本日は生産機械科2年生の「実習」から「MC実習」の1週目についてご紹介します。
「MC実習」のMCとは「マシニングセンタ」の略称で、回転する切削工具を用いて材料を切削する工作機械のことを指します。似たような工作機械にフライス盤というものがありますが、マシニングセンタは以下の3点についてフライス盤と異なります。
1 使用する切削工具の交換を自動で行う。
2 切削工程をプログラムすることで自動で切削を行う。
3 閉鎖された空間で自動切削を行うので周囲を汚さない。
このようにプログラムによって自動で切削加工を行うことができるため、同じ部品をいくつか作成したい時や、複雑な形の部品などの加工に適しています。

マシニングセンタ
今回の実習では、板材の中央に穴を開けることを想定したプログラムを作成しました。まずは、板材の寸法から、穴の位置を計算によって求めます。この時に、原点の位置によってX軸-Y軸における数値が変わってくるので、原点からの距離をよく考えながら作業を行いました。
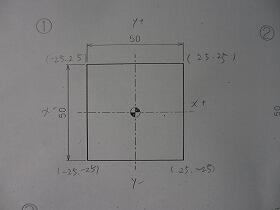
板材の簡単な図面
計算を元に考えた座標をプログラムにして入力します。

プログラムを作成する様子
次週のMC実習では、直線や円弧などの「図形」を形取ることを想定したプログラムについて学習していきます。
さて、次回は9月11日(金)生産機械科1年 工業技術基礎について紹介します。
本日は生産機械科2年生の「実習」から「MC実習」の1週目についてご紹介します。
「MC実習」のMCとは「マシニングセンタ」の略称で、回転する切削工具を用いて材料を切削する工作機械のことを指します。似たような工作機械にフライス盤というものがありますが、マシニングセンタは以下の3点についてフライス盤と異なります。
1 使用する切削工具の交換を自動で行う。
2 切削工程をプログラムすることで自動で切削を行う。
3 閉鎖された空間で自動切削を行うので周囲を汚さない。
このようにプログラムによって自動で切削加工を行うことができるため、同じ部品をいくつか作成したい時や、複雑な形の部品などの加工に適しています。
マシニングセンタ
今回の実習では、板材の中央に穴を開けることを想定したプログラムを作成しました。まずは、板材の寸法から、穴の位置を計算によって求めます。この時に、原点の位置によってX軸-Y軸における数値が変わってくるので、原点からの距離をよく考えながら作業を行いました。
板材の簡単な図面
計算を元に考えた座標をプログラムにして入力します。
プログラムを作成する様子
次週のMC実習では、直線や円弧などの「図形」を形取ることを想定したプログラムについて学習していきます。
さて、次回は9月11日(金)生産機械科1年 工業技術基礎について紹介します。
生産機械科1年「板金・溶接作業」3週目
生産機械科工業技術基礎紹介
本日9/4(金)は生産機械科1年生で工業技術基礎が行われました。今回は「板金・溶接作業」実習の3週目の様子をご紹介します。
今回は前回に引き続き、ペン立てを作成するためのイニシャルと外形の仕上げを行っていきます。生徒はバリや突起が残らないよう、手触りが滑らかになるまで何度もヤスリで削っていきます。

金ヤスリで削る様子①

金ヤスリで削る様子②
コツを掴んでくるとあまり力を入れなくても金属が削れるようになっていきます。こうして生徒達は物作りの技術を身につけていきます。

完成したイニシャル
完成したイニシャルと他3枚の板は「板金・溶接作業」実習の後半で実際に溶接を行い、自分だけのペン立てへと組み上げていきます。
次回は9/8(火)に生産機械科2年生の実習を紹介いたします。
生産機械科3年 CAD実習 4週目
生産機械科3年 実習紹介
本日は昨日に引き続き生産機械科3年生の「実習」から「CAD実習」の4週目についてご紹介します。
前回からSolid Worksというソフトを使用して3次元のCADについて学んでいますが、今週は前時の復習をした後、投影図作成、アセンブリ(組立)の使用方法を学び、文字彫刻や着色について学んでいきます。
まずは前の時間の復習です。操作方法の確認をしながら、丁寧に描いていきます。
前回の課題を作成
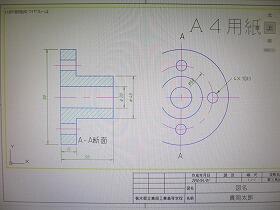
作成した図面を投影図に変換してみます。
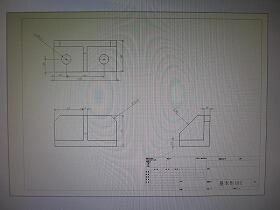
必要な寸法を書き込み完成
缶とフタ、ボルト・ナット・座金をそれぞれ描き、アセンブリ(組立)してみます。
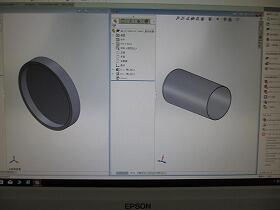
缶とフタ
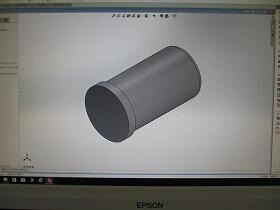
上図の缶とフタをアセンブリ
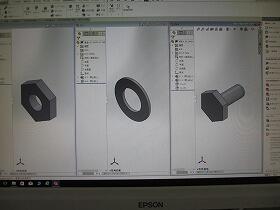
ボルト・ナット・座金
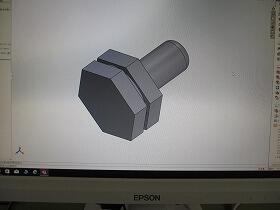
ボルト・ナット・座金をアセンブリ
新たな課題にも取り組みました。
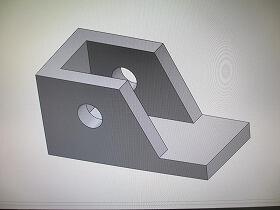
課題完成図
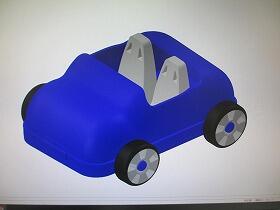
球体を作成し、文字を彫刻・着色もしました。
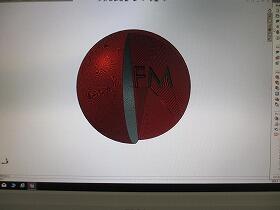
球体完成図
CAD実習では、Auto CAD・Solid Worksの2種類のソフトを使用して、それぞれの特徴を体験しながら学ぶことができ、将来企業においてどんなソフトを使用していても柔軟に対応できる基礎知識を身につけることができます。また、ドラフターを使用した手描きの図面の大切さについてもCADを操作することで実感できたようです。
コンピュータの苦手な生徒も、最初は難色を示していましたが、実習を終える頃には「もっと描きたい」と言ってくれます。何事も「食わず嫌い」より「まずやってみる」精神で臨んでほしいものです。
さて、9月1日(火)よりいよいよ2学期が始まります。生産機械科の次回の実習は9/4(金)に生産機械科1年の工業技術基礎が行われる予定です。
本日は昨日に引き続き生産機械科3年生の「実習」から「CAD実習」の4週目についてご紹介します。
前回からSolid Worksというソフトを使用して3次元のCADについて学んでいますが、今週は前時の復習をした後、投影図作成、アセンブリ(組立)の使用方法を学び、文字彫刻や着色について学んでいきます。
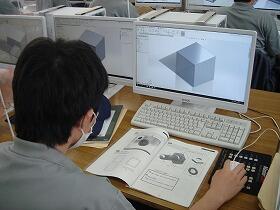
まずは前の時間の復習です。操作方法の確認をしながら、丁寧に描いていきます。
前回の課題を作成
作成した図面を投影図に変換してみます。
必要な寸法を書き込み完成
缶とフタ、ボルト・ナット・座金をそれぞれ描き、アセンブリ(組立)してみます。
缶とフタ
上図の缶とフタをアセンブリ
ボルト・ナット・座金
ボルト・ナット・座金をアセンブリ
新たな課題にも取り組みました。
課題完成図
球体を作成し、文字を彫刻・着色もしました。
球体完成図
CAD実習では、Auto CAD・Solid Worksの2種類のソフトを使用して、それぞれの特徴を体験しながら学ぶことができ、将来企業においてどんなソフトを使用していても柔軟に対応できる基礎知識を身につけることができます。また、ドラフターを使用した手描きの図面の大切さについてもCADを操作することで実感できたようです。
コンピュータの苦手な生徒も、最初は難色を示していましたが、実習を終える頃には「もっと描きたい」と言ってくれます。何事も「食わず嫌い」より「まずやってみる」精神で臨んでほしいものです。
さて、9月1日(火)よりいよいよ2学期が始まります。生産機械科の次回の実習は9/4(金)に生産機械科1年の工業技術基礎が行われる予定です。
生産機械科3年 CAD実習 3週目
生産機械科3年 実習紹介
本日は先週に引き続き生産機械科3年生の「実習」から「CAD実習」の3週目についてご紹介します。
1・2週目は、Auto CADを使用しての実習について紹介しましたが、今回からはSolid Worksというソフトを使用して3次元のCADについて学んでいきます。
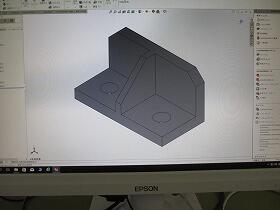
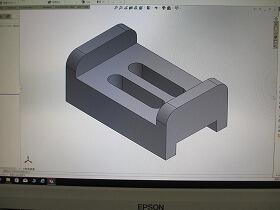
前回までとは違い、原点からまず平面に角または丸を描き、これを立体にしていきます。下図手前右側が平面に正方形を描いた様子です。これを左のように立体に仕上げます。

直方体を作成している様子
材質も指定することができます。
完成した立方体
完成した立方体から、不要な部分を切りとっていきます。
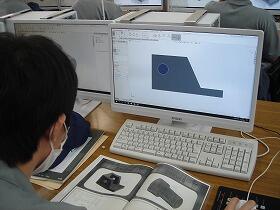
作成部品の途中経過

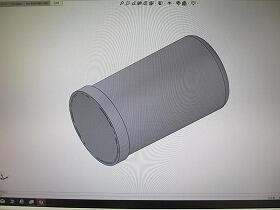
円筒形の部品
Solid Worksを使用しての図面作成では、前回までの2次元の製図との違いを感じながら、それぞれの利点と欠点について学ぶことができます。
さて、次回は明日8/25(火)に生産機械科3年の「CAD実習」4週目について紹介します。
本日は先週に引き続き生産機械科3年生の「実習」から「CAD実習」の3週目についてご紹介します。
1・2週目は、Auto CADを使用しての実習について紹介しましたが、今回からはSolid Worksというソフトを使用して3次元のCADについて学んでいきます。
前回までとは違い、原点からまず平面に角または丸を描き、これを立体にしていきます。下図手前右側が平面に正方形を描いた様子です。これを左のように立体に仕上げます。
直方体を作成している様子
材質も指定することができます。
完成した立方体
完成した立方体から、不要な部分を切りとっていきます。
作成部品の途中経過
円筒形の部品
Solid Worksを使用しての図面作成では、前回までの2次元の製図との違いを感じながら、それぞれの利点と欠点について学ぶことができます。
さて、次回は明日8/25(火)に生産機械科3年の「CAD実習」4週目について紹介します。
生産機械科3年 CAD実習 2週目
生産機械科3年 実習紹介
本日は昨日に引き続き生産機械科3年生の「実習」から「CAD実習」の2週目についてご紹介します。
1週目の前回は、座標の取り方や直線、線種の変更など簡単なコマンドについて学び、実際に投影図を描きましたが、2週目の今回は、円や角丸め、寸法記入などのコマンドについて学んでいきます。
教示用ディスプレイやテキストを使用して要点をまとめ、
テキスト等を使用して要点をまとめている様子
構築線をひき図面を作成していきます。

コマンドを使用して練習している様子
2週にわたって学んだ多くのコマンドを駆使し、投影図を完成させました。
投影図完成
Auto CADを使用しての図面作成をとおし、コンピュータを使用することの利点と欠点についても生徒達は考える機会を持ちました。次回は別のソフトを使用してCADの実習を行います。
さて、次回は明日8/24(月)に生産機械科3年の「CAD実習」3週目について紹介します。
本日は昨日に引き続き生産機械科3年生の「実習」から「CAD実習」の2週目についてご紹介します。
1週目の前回は、座標の取り方や直線、線種の変更など簡単なコマンドについて学び、実際に投影図を描きましたが、2週目の今回は、円や角丸め、寸法記入などのコマンドについて学んでいきます。
教示用ディスプレイやテキストを使用して要点をまとめ、
テキスト等を使用して要点をまとめている様子
構築線をひき図面を作成していきます。
コマンドを使用して練習している様子
2週にわたって学んだ多くのコマンドを駆使し、投影図を完成させました。
投影図完成
Auto CADを使用しての図面作成をとおし、コンピュータを使用することの利点と欠点についても生徒達は考える機会を持ちました。次回は別のソフトを使用してCADの実習を行います。
さて、次回は明日8/24(月)に生産機械科3年の「CAD実習」3週目について紹介します。
生産機械科3年 CAD実習 1週目
生産機械科3年 実習紹介
本日は生産機械科3年生の「実習」から「CAD実習」の1週目についてご紹介します。
CAD実習は、1年次から3年間座学で学んできた「製図」の知識を生かし、コンピュータを使用して図面を作成する実習です。CADとは、Computer Aided Design(コンピュータ 支援 設計)の頭文字C・A・Dであらわされ、多くの企業で製品の設計・開発に使用されるものです。
生産機械科3年の実習では、このCADを2種類のソフトを使用して学んでいきます。
1週目の今回は、Auto CADを使用して2次元の図面の作成を学びます。
テキストを使用して要点をまとめている様子
作図をするにあたっていくつものコマンド(命令)をCADを操作しながら学んでいきます。
コマンドを使用して練習している様子
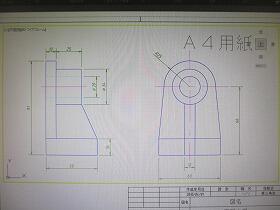
一通りのコマンドを学んだ後は、実際に投影図を作成してみます。
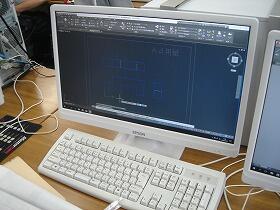
投影図の製作途中と完成図
CADを使用することで、手描きの図面との時間的な差や座学で学んだ製図の基本的ルールの大切さについて身をもって体験していました。
さて、次回は明日8/21(金)に生産機械科3年の「CAD実習」2週目について紹介します。
本日は生産機械科3年生の「実習」から「CAD実習」の1週目についてご紹介します。
CAD実習は、1年次から3年間座学で学んできた「製図」の知識を生かし、コンピュータを使用して図面を作成する実習です。CADとは、Computer Aided Design(コンピュータ 支援 設計)の頭文字C・A・Dであらわされ、多くの企業で製品の設計・開発に使用されるものです。
生産機械科3年の実習では、このCADを2種類のソフトを使用して学んでいきます。
1週目の今回は、Auto CADを使用して2次元の図面の作成を学びます。
テキストを使用して要点をまとめている様子
作図をするにあたっていくつものコマンド(命令)をCADを操作しながら学んでいきます。
コマンドを使用して練習している様子
一通りのコマンドを学んだ後は、実際に投影図を作成してみます。
投影図の製作途中と完成図
CADを使用することで、手描きの図面との時間的な差や座学で学んだ製図の基本的ルールの大切さについて身をもって体験していました。
さて、次回は明日8/21(金)に生産機械科3年の「CAD実習」2週目について紹介します。
生産機械科2年 機械仕上実習 3週目
生産機械科2年 実習紹介
本日は生産機械科2年生の「実習」から「機械仕上実習」の3週目についてご紹介します。
機械仕上実習の3週目は、いよいよ製品の仕上げを行う工程になります。図面通りの寸法が出せるように丁寧に加工を行います。特に今回、加工する部分は図面上では細かな精度が要求される部分になります。

仕上げ加工の様子
最後に旋盤で切削した材料には角(かど)やバリがでることが多く、これらによって手を切ったり、他の製品を傷付けてしまう可能性もあるため、「面取り」という加工を行い、角やバリを取っていきます。

面取りの様子
旋盤は材料を単純に丸く加工するだけではなく、前回のテーパ加工や格子の模様を彫る加工など様々な加工法がある、奥が深い工作機械です。2学期、3学期には旋盤で、「ねじ」を切って部品同士を組み合わせます。
さて、次回は明日8/20(木)に生産機械科3年の「CAD実習」について紹介します。
本日は生産機械科2年生の「実習」から「機械仕上実習」の3週目についてご紹介します。
機械仕上実習の3週目は、いよいよ製品の仕上げを行う工程になります。図面通りの寸法が出せるように丁寧に加工を行います。特に今回、加工する部分は図面上では細かな精度が要求される部分になります。
仕上げ加工の様子
最後に旋盤で切削した材料には角(かど)やバリがでることが多く、これらによって手を切ったり、他の製品を傷付けてしまう可能性もあるため、「面取り」という加工を行い、角やバリを取っていきます。
面取りの様子
旋盤は材料を単純に丸く加工するだけではなく、前回のテーパ加工や格子の模様を彫る加工など様々な加工法がある、奥が深い工作機械です。2学期、3学期には旋盤で、「ねじ」を切って部品同士を組み合わせます。
さて、次回は明日8/20(木)に生産機械科3年の「CAD実習」について紹介します。
生産機械科2年 機械仕上実習 2週目
生産機械科2年 実習紹介
本日は生産機械科2年生の「実習」から「機械仕上実習」の2週目についてご紹介します。
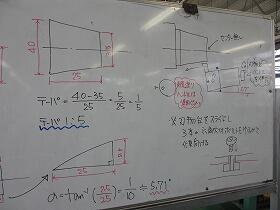
機械仕上実習の2週目では「テーパ加工」と呼ばれる加工を行いました。このテーパ加工によって切削を行うことで、円柱の材料の一部を下図の説明にあるような円錐台にすることができます。
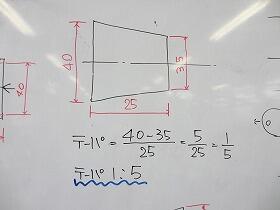
テーパ加工の説明
テーパ加工を行うためには、テーパ比と呼ばれる長辺・短辺・長さによる比率を求め、テーパ角と呼ばれる角度を算出します。このテーパ角の角度だけ、刃物台に角度をつけて切削を行います。

刃物台に角度をつける様子

角度をつけた刃物台

角度をつけた刃物台(拡大)

テーパ加工の様子
さて、次回は明日8/19(水)に今回の続きとして生産機械科2年の「機械仕上実習 3週目」について紹介します。
生産機械科2年 機械仕上実習 1週目
生産機械科2年 実習紹介
本日より3日間、生産機械科2年生の「実習」から「機械仕上実習」について3週間分ご紹介します。今回は1週目に行う実習の様子についてです。
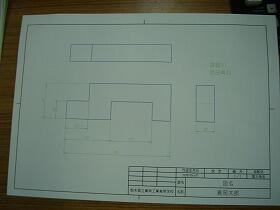
まず、機械仕上実習とは旋盤やフライス盤などの工作機械を用いて、下図右のような鋼の材料を下図左のような製品に加工する実習です。
特に旋盤やフライス盤などで行う加工は「切削加工」といい、機械系においては主の加工法となります。

材料と完成品
1週目となる今回は丸い材料の直径を決める「外径切削」を行いました。この外径切削には大きく「荒加工」と「仕上げ加工」の2つの工程があり、この2つの工程を行って外径の仕上げまで行いました。
荒加工とは、大まかな寸法を出すために行う加工で、切り込み量(削り代)を大きく取り、切削を行います。
仕上げ加工とは、図面通りの最終的な寸法を出すための加工で、切り込み量は小さくし、高速で材料を回転させて切削することによって綺麗な表面にできます。

旋盤加工の様子
次回は明日8/18(火)に今回の続きとして生産機械科2年の「機械仕上実習 2週目」について紹介します。
本日より3日間、生産機械科2年生の「実習」から「機械仕上実習」について3週間分ご紹介します。今回は1週目に行う実習の様子についてです。
まず、機械仕上実習とは旋盤やフライス盤などの工作機械を用いて、下図右のような鋼の材料を下図左のような製品に加工する実習です。
特に旋盤やフライス盤などで行う加工は「切削加工」といい、機械系においては主の加工法となります。
材料と完成品
1週目となる今回は丸い材料の直径を決める「外径切削」を行いました。この外径切削には大きく「荒加工」と「仕上げ加工」の2つの工程があり、この2つの工程を行って外径の仕上げまで行いました。
荒加工とは、大まかな寸法を出すために行う加工で、切り込み量(削り代)を大きく取り、切削を行います。
仕上げ加工とは、図面通りの最終的な寸法を出すための加工で、切り込み量は小さくし、高速で材料を回転させて切削することによって綺麗な表面にできます。
旋盤加工の様子
次回は明日8/18(火)に今回の続きとして生産機械科2年の「機械仕上実習 2週目」について紹介します。
生産機械科2年 「制御実習」 3週目
生産機械科実習紹介
本日8/4(火)は生産機械科2年生で実習が行われました。今回は前回の続きとして「制御実習」を紹介します。
今回はサイクル動作(工程回路)について学習しました。
サイクル動作とは入力された信号を内部補助リレーに置き換えてから出力することによって複数の出力機器を順番に出力させる回路です。

サイクル動作(行程回路)の説明
今回の実習では、上図のように「ボタンを押すとランプ1が点灯し、2秒後にランプ2が点灯、さらに2秒後にすべて消灯する」という内容の制御を行いました。
前回学習した「タイマ回路」「自己保持回路」を応用したもので、ボタン押下の信号を自己保持し、2つのタイマを用いて点灯、消灯を行うものです。
フリッカ回路(ランプの点滅)の説明
さらにこの制御を応用して、上図のように自動でランプを点滅させることができます。この回路をフリッカ回路といいます。3年生の自動制御実習では「サイクル動作」「タイマ回路」「フリッカ回路」等を応用してコンベアの動作を制御します。

ランプ点灯の様子
次回は9/4(金)に生産機械科1年生の工業技術基礎について紹介します。
本日8/4(火)は生産機械科2年生で実習が行われました。今回は前回の続きとして「制御実習」を紹介します。
今回はサイクル動作(工程回路)について学習しました。
サイクル動作とは入力された信号を内部補助リレーに置き換えてから出力することによって複数の出力機器を順番に出力させる回路です。
サイクル動作(行程回路)の説明
今回の実習では、上図のように「ボタンを押すとランプ1が点灯し、2秒後にランプ2が点灯、さらに2秒後にすべて消灯する」という内容の制御を行いました。
前回学習した「タイマ回路」「自己保持回路」を応用したもので、ボタン押下の信号を自己保持し、2つのタイマを用いて点灯、消灯を行うものです。
フリッカ回路(ランプの点滅)の説明
さらにこの制御を応用して、上図のように自動でランプを点滅させることができます。この回路をフリッカ回路といいます。3年生の自動制御実習では「サイクル動作」「タイマ回路」「フリッカ回路」等を応用してコンベアの動作を制御します。
ランプ点灯の様子
次回は9/4(金)に生産機械科1年生の工業技術基礎について紹介します。
生産機械科1年「板金・溶接作業」2週目
生産機械科工業技術基礎紹介
本日7/31(金)は生産機械科1年生で工業技術基礎が行われました。今回は「板金・溶接作業」実習の2週目の様子をご紹介します。
前回はペン立てを作るため材料(鉄板)に罫書きを行い、帯ノコ盤を用いて切断を行い・ボール盤を用いてイニシャルの孔開けまでを行いました。2週目となる今回は、粗加工した部品のヤスリ仕上げとイニシャルの仕上げを行っていきます。切断した直後の部品は図面よりも大きく、バリも残っており非常に危険なため金ヤスリを用いて削っていきます。

前回製作した部品

金ヤスリで角を削る様子
部品の角が丸く仕上がったところで、ノミと金槌を使い前回孔開けした部分を加工(孔と孔のつなぎ目を切断)していきます。万力に部品を固定し、ノミの角度を試行錯誤しながら上手に加工する様子を見ることができました。最終的にイニシャルの内側をヤスリで綺麗に仕上げて部品が完成となります。

ノミで孔と孔のつなぎ目を切断する様子

イニシャルの内側を仕上げる様子

完成した部品
完成した部品はバリがなく滑らかな形状をしています。曲線が入る難しいイニシャルも頑張って削ったため綺麗に仕上がりました。
次回は8/3(月)に生産機械科3年生の実習を紹介いたします。
生産機械科2年「制御実習」 2週目
生産機械科実習紹介
本日7/28(火)は生産機械科2年生で実習が行われました。今回は前回の続きとして「制御実習」を紹介します。
今回は以下の3つの回路について学習しました。
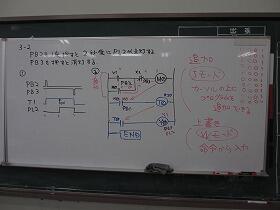
①自己保持回路:1度ボタン押下することで出力をし続ける回路
②タイマ回路:設定した時間によって出力や入力を行う回路
③カウンタ回路:設定した入力の回数によって出力を行う回路
まずは下図のボードの説明によって①「自己保持回路」について学習しました。
自己保持回路とは内部補助リレーと呼ばれるリレーを用いることによって入力された信号を保持し、長い時間出力することができる回路です。
この回路を使用することで、1度のボタン押下でLEDを点灯し続けさせることができます。
自己保持回路の説明
次に②「タイマ回路」について学習しました。
こちらも制御装置内部に搭載されているタイマを使用することで出力や入力の時間を設定することができます。
この回路を使用することで、ボタン押下の〇秒間後にLEDを点灯させることができます。
タイマ回路の説明
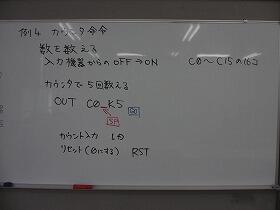
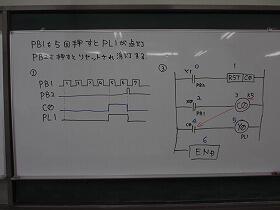
最後に「カウンタ回路」について学習しました。
入力回数を設定し、設定回数だけ入力を行うことにより、出力する回路です。
この回路を使用することで、〇回ボタンを押下するとLEDを点灯させることができます。
カウンタ回路の説明①
カウンタ回路の説明②
今回は「制御実習」2週目ということでシーケンス回路において特によく使用される3つの回路について学習しました。
いよいよ次回は3週目、まとめの実習となります。
回路を入力する作業の様子
次回は7/31(金)に生産機械科1年生の工業技術基礎について紹介します。
生産機械科2年「制御実習」 1週目
生産機械科実習紹介
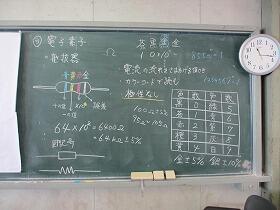
本日7/21(火)は生産機械科2年生で実習が行われました。今回から、3週間に渡って「制御実習」を紹介します。
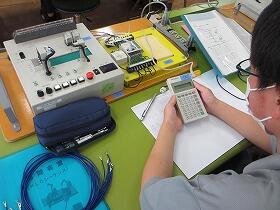
制御実習では下図のようなプログラミングコンソールを用いて制御装置のLEDを制御(シーケンス制御:順次制御)します。

プログラミングコンソール
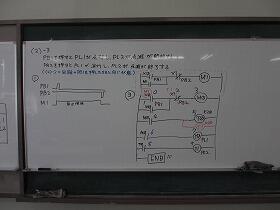
シーケンス制御は基本的に下図のボードに記したように
①制御分析:タイムチャート(時間ごとの装置の動作を図にしたもの)を用いて”何を” ”どのように”制御を行うか分析します。
②配線:I/O割付表(入力装置と出力装置に番号を割り当てたもの)を用いて制御装置と入出力装置を配線します。
③ラダープログラムの作成:電気や信号の流れをわかりやすく図にするために、ラダープログラムというプログラムを作成します。
④ニモニックに変換:ラダープログラムをプログラミングコンソールに入力する際、ニモニックという言語に変換します。
⑤PLCへ転送:最後にPLCという装置に転送して、動作を確認します。
このような手順で制御を行います。

制御の手順について
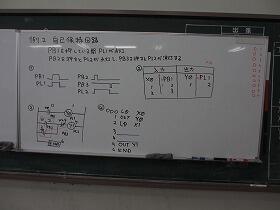
本日は1週目ということで基本的な3つの回路を作り、LEDを点灯させました。
①AND回路(論理積回路):ボタン1とボタン2を同時に押すことでLEDが点灯します。
②OR回路(論理和回路):ボタン1とボタン2のどちらか一方を押すとLEDが点灯します。
③NOT回路(否定回路):ボタン1を押すとあらかじめ点灯しているLEDを消灯します。

制御したLEDの動作確認
今回は生産機械科2年生の「制御実習」について紹介しました。次回は7/28(火)に生産機械科2年生の実習について紹介します。
本日7/21(火)は生産機械科2年生で実習が行われました。今回から、3週間に渡って「制御実習」を紹介します。
制御実習では下図のようなプログラミングコンソールを用いて制御装置のLEDを制御(シーケンス制御:順次制御)します。
プログラミングコンソール
シーケンス制御は基本的に下図のボードに記したように
①制御分析:タイムチャート(時間ごとの装置の動作を図にしたもの)を用いて”何を” ”どのように”制御を行うか分析します。
②配線:I/O割付表(入力装置と出力装置に番号を割り当てたもの)を用いて制御装置と入出力装置を配線します。
③ラダープログラムの作成:電気や信号の流れをわかりやすく図にするために、ラダープログラムというプログラムを作成します。
④ニモニックに変換:ラダープログラムをプログラミングコンソールに入力する際、ニモニックという言語に変換します。
⑤PLCへ転送:最後にPLCという装置に転送して、動作を確認します。
このような手順で制御を行います。
制御の手順について
本日は1週目ということで基本的な3つの回路を作り、LEDを点灯させました。
①AND回路(論理積回路):ボタン1とボタン2を同時に押すことでLEDが点灯します。
②OR回路(論理和回路):ボタン1とボタン2のどちらか一方を押すとLEDが点灯します。
③NOT回路(否定回路):ボタン1を押すとあらかじめ点灯しているLEDを消灯します。
制御したLEDの動作確認
今回は生産機械科2年生の「制御実習」について紹介しました。次回は7/28(火)に生産機械科2年生の実習について紹介します。
生産機械科3年「自動制御実習」3週目
生産機械科実習紹介
本日7/20(月)は生産機械科3年生で実習が行われました。今回は「自動制御実習」3週目の様子をご紹介します。
今回は、前回実習で行ったサイクル動作(工程回路)という「決められた順序で動作を行うための回路」の復習から入りました。
その後、
「非常停止」非常停止ボタンが押されたら作動が停止する回路
「スタート条件(AND回路)」決まった位置でリミットスイッチが押されていないとスタートボタンを押しても作動しない回路
「動作中のランプ点灯」そのままの意味で、回路が動作している間は表示ランプが点灯している回路
以上3つを新たに勉強し、先週の復習で作成したラダープログラムに順に追加していきました。

最終的にできあがったラダープログラム
「自動制御実習」4週目は8/3(月)にて掲載予定です。
次回は7/21(火)生産機械科2年生の実習をご紹介いたします。
本日7/20(月)は生産機械科3年生で実習が行われました。今回は「自動制御実習」3週目の様子をご紹介します。
今回は、前回実習で行ったサイクル動作(工程回路)という「決められた順序で動作を行うための回路」の復習から入りました。
その後、
「非常停止」非常停止ボタンが押されたら作動が停止する回路
「スタート条件(AND回路)」決まった位置でリミットスイッチが押されていないとスタートボタンを押しても作動しない回路
「動作中のランプ点灯」そのままの意味で、回路が動作している間は表示ランプが点灯している回路
以上3つを新たに勉強し、先週の復習で作成したラダープログラムに順に追加していきました。
最終的にできあがったラダープログラム
「自動制御実習」4週目は8/3(月)にて掲載予定です。
次回は7/21(火)生産機械科2年生の実習をご紹介いたします。
生産機械科1年「板金・溶接作業」1週目
生産機械科工業技術基礎紹介
本日7/17(金)は生産機械科1年生で工業技術基礎が行われました。今回は「板金・溶接作業」実習の1週目の様子をご紹介します。
「板金・溶接作業」実習の1週目ではペン立てを作るため材料(鉄板)に罫書きを行い、帯ノコ盤を用いて切断していきます。鉄板のような硬い物を加工する際、力みすぎてケガをしやすいので注意をしながら慎重に作業を行っていきます。また、回転を伴う工作機械では巻き込み事故などにも注意が必要なため、軍手などの巻き込まれやすいものは着用しないようにします。

使用する材料(鉄板)

材料の罫書きを行う様子

ハイトゲージでケガキを行う様子

帯ノコ盤で鉄板を切断する様子

粗加工が終わった材料
初めて使う工作機械に苦戦しながらも、金属を自分の手で上手に加工していく生徒の様子を見ることができました。
材料の粗加工(大まかな加工)ができあがったところで、生徒一人一人のイニシャルを入れるため、センタポンチで材料に印をつけ、ボール盤を用いて孔開け加工をしていきます。イニシャルに沿って孔開けできたところで1週目の作業が終了となります。イニシャルはそれぞれ違うので自分専用のペン立てが出来上がります。完成がとても楽しみです。

センタポンチで印をつける様子

ボール盤で孔開けする様子
2週目(7/31)では粗加工を行った材料の削りと、イニシャル部分の加工を行っていきます。
次回は7/20(月)生産機械科3年生の実習をご紹介いたします。
生産機械科1年「旋盤作業実習」3週目
生産機械科工業技術基礎紹介
本日7/10(金)は生産機械科1年生で実習が行われました。今回は「旋盤作業」3週目の様子をご紹介します。
「旋盤作業実習」2週目では旋盤を回転させて手元のハンドルを回すことで切削作業を行っていましたが、3週目の今回は旋盤の「自動送り」機能について学びます。まずはいつものようにバイトの高さ合わせを行い、被削物をチャックに固定していきます。3週目になると先生の合図で一斉に準備に取り掛かる様子を見ることができ、生徒の成長を感じます。※準備作業までは旋盤の回転を伴わないため、熱中症予防の観点から、安全に十分留意した上で半袖で作業を行っています。

一斉に準備に取り掛かる様子
準備が終わると「自動送り」の説明を行います。自動送りを行うためには送り速度の設定を行わなければいけないため、操作盤にあるダイヤルを調整して任意の送り速度に設定していきます。

送り速度設定の様子

自動送りを設定するダイヤルとレバー
送り速度が設定できたところで、実際に自動送りで削っていきます。これまで手元のハンドルを回して切削を行ってきましたが、手動よりも簡単で綺麗に仕上がる自動送りに生徒は興味津々の様子でした。3週目の成果物として自動送りを数回繰り返し、段付きの形状を作成することができました。
段付き加工前

段付き加工後
以上が1年生の工業技術基礎で行う旋盤作業実習(前半)の内容になります。
来週【7/17(金)】は他の実習内容についてを掲載する予定です。
次回は7/13(月)生産機械科3年生の実習をご紹介いたします。
生産機械科2年「溶接実習」3週目
生産機械科実習紹介
本日7/7(火)は生産機械科2年生で実習が行われました。今回は「溶接実習」3週目の様子をご紹介します。
本日は先週、仮止め・部品同士の溶接まで行った「ペン立て」の本溶接を行いました。

先週の成果
下図のように、隙間になっている部分を埋めていきます。この時に、溶接棒を入れすぎると見栄えが悪くなってしまい、溶接棒が少ないと穴が空いてしまいます。
それぞれの生徒が工夫をして隙間を溶接しました。
ガス調節の様子
下図は完成したペン立てです。水を入れて漏れないか確認します。良好な溶接であれば、隙間がなく、水も漏れることはありません。溶接部の密度は製品の強度に大きく関わるため、重要な確認事項となります。

完成したペン立て

水を入れて漏れがないか確認する様子
最後に番号順に提出し、担当の教員から評価を受けました。班員の製品それぞれに個性はありますが、すべて素敵なペン立てに仕上がりました。

提出したペン立て
今週までに3週間分の溶接実習をご紹介いたしました。2学期の終わり頃、後半の溶接実習は3週間で温度も高く、溶接強度の大きい「アーク溶接」の様子をご紹介いたします。
次回は7/10(金)生産機械科1年生の工業技術基礎をご紹介いたします。
本日7/7(火)は生産機械科2年生で実習が行われました。今回は「溶接実習」3週目の様子をご紹介します。
本日は先週、仮止め・部品同士の溶接まで行った「ペン立て」の本溶接を行いました。
先週の成果
下図のように、隙間になっている部分を埋めていきます。この時に、溶接棒を入れすぎると見栄えが悪くなってしまい、溶接棒が少ないと穴が空いてしまいます。
それぞれの生徒が工夫をして隙間を溶接しました。
ガス調節の様子
下図は完成したペン立てです。水を入れて漏れないか確認します。良好な溶接であれば、隙間がなく、水も漏れることはありません。溶接部の密度は製品の強度に大きく関わるため、重要な確認事項となります。
完成したペン立て
水を入れて漏れがないか確認する様子
最後に番号順に提出し、担当の教員から評価を受けました。班員の製品それぞれに個性はありますが、すべて素敵なペン立てに仕上がりました。
提出したペン立て
今週までに3週間分の溶接実習をご紹介いたしました。2学期の終わり頃、後半の溶接実習は3週間で温度も高く、溶接強度の大きい「アーク溶接」の様子をご紹介いたします。
次回は7/10(金)生産機械科1年生の工業技術基礎をご紹介いたします。
生産機械科3年「自動制御実習」2週目
生産機械科実習紹介
本日7/6(月)は生産機械科3年生で実習が行われました。今回は「自動制御実習」2週目の様子をご紹介します。
先週は、PLCラダーサポートソフト「GX Works2」を使用しAND_OR回路、自己保持回路、タイマ回路、カウンタ回路と基本的な制御実習を行いました。
今回は、少し応用したインターロック回路の制御実習から行いました。
インターロック回路とは、「2つ以上の機器や装置で一方が動作している間は他方が動作しないようにする機構」のことです。
早押しクイズで使われる「最初に押したボタンはピンポン!と反応しますが、その後に他のボタンは反応しなくなる」回路です。
その後、サイクル動作(工程回路)という「決められた順序で動作を行うための回路」の実習に入りました。
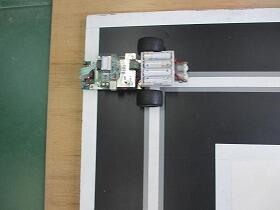
下の回路ではボタンを押すと実習装置のコンベアが左に動き始め、左のスイッチに触れることでコンベアが右に切り替わり、右にたどり着くと動作が終了します。

サイクル動作のラダープログラム

ボタンを押してコンベアが左に動き始めました

左のスイッチに触れ、コンベアの動作が右に切り替わります

右にたどり着いたので動作終了です
「自動制御実習」3週目は7/20(月)にて掲載予定です。
次回は7/7(火)生産機械科2年生の実習をご紹介いたします。
本日7/6(月)は生産機械科3年生で実習が行われました。今回は「自動制御実習」2週目の様子をご紹介します。
先週は、PLCラダーサポートソフト「GX Works2」を使用しAND_OR回路、自己保持回路、タイマ回路、カウンタ回路と基本的な制御実習を行いました。
今回は、少し応用したインターロック回路の制御実習から行いました。
インターロック回路とは、「2つ以上の機器や装置で一方が動作している間は他方が動作しないようにする機構」のことです。
早押しクイズで使われる「最初に押したボタンはピンポン!と反応しますが、その後に他のボタンは反応しなくなる」回路です。
その後、サイクル動作(工程回路)という「決められた順序で動作を行うための回路」の実習に入りました。
下の回路ではボタンを押すと実習装置のコンベアが左に動き始め、左のスイッチに触れることでコンベアが右に切り替わり、右にたどり着くと動作が終了します。
サイクル動作のラダープログラム
ボタンを押してコンベアが左に動き始めました
左のスイッチに触れ、コンベアの動作が右に切り替わります
右にたどり着いたので動作終了です
「自動制御実習」3週目は7/20(月)にて掲載予定です。
次回は7/7(火)生産機械科2年生の実習をご紹介いたします。
生産機械科1年「旋盤作業実習」2週目
生産機械科工業技術基礎紹介
本日7/3(金)は生産機械科1年生で実習が行われました。今回は「旋盤作業」2週目の様子をご紹介します。
「旋盤作業実習」1週目では旋盤の基本的な操作方法について学びましたが、今回(2週目)からは実際に旋盤を稼働させての切削作業になります。まずは前回の復習も兼ねてバイト(工具)のセンタ合わせを行っていきます。2週目になると生徒は自分の手で正確にセンタ合わせが出来るようになります。

センタ合わせの様子
続いて、先生が手本を見せるために実際に旋盤を回転させます。旋盤は高速回転でパワーがあるので、操作手順を間違うと非常に危険な機械です。手本を見逃さないよう、集中して観察していました。次は生徒たちの番です。恐る恐る旋盤を回転させ、バイトをあてていきます。

手本を観察する様子

回転させて操作する様子
ゆっくりとハンドルを回しながら慎重にバイトを送っていきます。切削前は黒皮がついていた材料も、切削後は綺麗な金属の色になりました。旋盤作業実習では切削した材料を測定して、目標の寸法まで調整(切削)していくというのが基本的な作業になります。
切削前の材料の様子
切削後の材料の様子
そして実習の最後には各自使用した旋盤に油をさしてメンテナンスを行い、綺麗に拭きあげて終了となります。生徒たちはこうして「機械を大切に使う」ことと、「使う前よりも綺麗にして帰る」ことを体験をもとに覚えていきます。

油をさしている様子

拭きあげの様子
来週【7/10(金)】も引き続き旋盤作業実習3週目を掲載する予定です。
次回は7/6(月)生産機械科3年生の実習をご紹介いたします。
本日7/3(金)は生産機械科1年生で実習が行われました。今回は「旋盤作業」2週目の様子をご紹介します。
「旋盤作業実習」1週目では旋盤の基本的な操作方法について学びましたが、今回(2週目)からは実際に旋盤を稼働させての切削作業になります。まずは前回の復習も兼ねてバイト(工具)のセンタ合わせを行っていきます。2週目になると生徒は自分の手で正確にセンタ合わせが出来るようになります。
センタ合わせの様子
続いて、先生が手本を見せるために実際に旋盤を回転させます。旋盤は高速回転でパワーがあるので、操作手順を間違うと非常に危険な機械です。手本を見逃さないよう、集中して観察していました。次は生徒たちの番です。恐る恐る旋盤を回転させ、バイトをあてていきます。
手本を観察する様子
回転させて操作する様子
ゆっくりとハンドルを回しながら慎重にバイトを送っていきます。切削前は黒皮がついていた材料も、切削後は綺麗な金属の色になりました。旋盤作業実習では切削した材料を測定して、目標の寸法まで調整(切削)していくというのが基本的な作業になります。
切削前の材料の様子
切削後の材料の様子
そして実習の最後には各自使用した旋盤に油をさしてメンテナンスを行い、綺麗に拭きあげて終了となります。生徒たちはこうして「機械を大切に使う」ことと、「使う前よりも綺麗にして帰る」ことを体験をもとに覚えていきます。
油をさしている様子
拭きあげの様子
来週【7/10(金)】も引き続き旋盤作業実習3週目を掲載する予定です。
次回は7/6(月)生産機械科3年生の実習をご紹介いたします。
生産機械科学校緑化計画2
生産機械科の学校緑化計画現在の状況報告 2
平成29(2017)年に栃木県総合グラウンドの芝張り替えにともない芝をいただきました。
実習棟前の法面に生産機械科の当時3年生が芝を植え、現在青々と成長した見事な様子を報告します。
以下に当時の記事を紹介します。
学校緑化計画推進活動!(2017/12/13)投稿文
先日に引き続き、県総合グラウンドより譲り受けた芝生を、機械実習棟前の法面に張りました。きれいな緑色に育ってくれることを楽しみにしています。


3年後の現在の芝の様子です。


しっかり機械工場前の法面に根を張り、立派に成長しています。
これから巣立つ生徒達もこの芝のように大地をしっかり踏みしめ、立派な社会人として社会に貢献してくれることを願っています。
平成29(2017)年に栃木県総合グラウンドの芝張り替えにともない芝をいただきました。
実習棟前の法面に生産機械科の当時3年生が芝を植え、現在青々と成長した見事な様子を報告します。
以下に当時の記事を紹介します。
学校緑化計画推進活動!(2017/12/13)投稿文
先日に引き続き、県総合グラウンドより譲り受けた芝生を、機械実習棟前の法面に張りました。きれいな緑色に育ってくれることを楽しみにしています。
3年後の現在の芝の様子です。
しっかり機械工場前の法面に根を張り、立派に成長しています。
これから巣立つ生徒達もこの芝のように大地をしっかり踏みしめ、立派な社会人として社会に貢献してくれることを願っています。
生産機械科2年「溶接実習」2週目
生産機械科実習紹介
本日6/30(火)は生産機械科2年生で実習が行われました。今回は「溶接実習」2週目の様子をご紹介します。
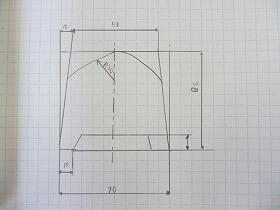
2年生の「溶接実習」では下図のような厚さ2.3mmの鉄板(縦80mm×横25mm)を用いてペン立ての製作を行いました。

材料となる鉄板
今回はアセチレンガスと酸素を用いた「ガス溶接」と呼ばれる接合法を学習しました。まずは、適正な炎が出るようにボンベから供給されるアセチレンガスと酸素の量を調整します。

ガス調節の様子
次に仮止めと呼ばれる仮の接合を行い、両端を簡単に接合します。この時に熱を当て過ぎると鉄板がゆがんでしまい、内角を90℃にすることが難しいので丁寧な作業となります。

仮止めした鉄板
仮止めが終わったら土台となる2枚の鉄板を溶接します。

土台の溶接
そして仮止めしたものと土台を溶接します。
2つの材料の溶接
今週は時間の関係で完成まではできませんでしたが、「仮止め」と「土台」は実習班の全員がきれいに溶接できました。来週【7/7(火)】は完成したペン立てを掲載する予定です。

今週の成果
次回は7/3(金)生産機械科1年生の工業技術基礎をご紹介いたします。
本日6/30(火)は生産機械科2年生で実習が行われました。今回は「溶接実習」2週目の様子をご紹介します。
2年生の「溶接実習」では下図のような厚さ2.3mmの鉄板(縦80mm×横25mm)を用いてペン立ての製作を行いました。
材料となる鉄板
今回はアセチレンガスと酸素を用いた「ガス溶接」と呼ばれる接合法を学習しました。まずは、適正な炎が出るようにボンベから供給されるアセチレンガスと酸素の量を調整します。
ガス調節の様子
次に仮止めと呼ばれる仮の接合を行い、両端を簡単に接合します。この時に熱を当て過ぎると鉄板がゆがんでしまい、内角を90℃にすることが難しいので丁寧な作業となります。
仮止めした鉄板
仮止めが終わったら土台となる2枚の鉄板を溶接します。
土台の溶接
そして仮止めしたものと土台を溶接します。
2つの材料の溶接
今週は時間の関係で完成まではできませんでしたが、「仮止め」と「土台」は実習班の全員がきれいに溶接できました。来週【7/7(火)】は完成したペン立てを掲載する予定です。
今週の成果
次回は7/3(金)生産機械科1年生の工業技術基礎をご紹介いたします。
生産機械科3年「自動制御実習」1週目
生産機械科実習紹介
本日6/29(月)は生産機械科3年生で実習が行われました。今回は「自動制御実習」1週目の様子をご紹介します。
2年生の「制御実習」ではプロコン(プログラミングコンソール)を使用してシーケンス制御を行いましたが、3年生ではPLCラダーサポートソフト「GX Works2」というパソコンソフトを使用しシーケンス制御を行います。

パソコンを使用した様子
2年生と同じくPLC制御機器と制御実習装置とを配線します。(写真にはプロコンも写っていますが使用しません。)

配線作業の様子
2年生のプロコンではラダープログラムと呼ばれる回路から「ニモニック」というリストプログラムに読み替えて入力する必要がありましたが、3年生の「GX Works2」ではラダープログラムの状態で入力することができます。
AND・OR回路から始まり、自己保持回路、タイマ回路、カウンタ回路と基本的な制御実習を行います。

AND・OR回路

タイマ回路

カウンタ回路
来週はサイクル動作の制御実習を行います。「自動制御実習」2週目は7/6(月)にて掲載予定です。
次回は6/30(火)生産機械科2年生の実習をご紹介いたします。
生産機械科1年「旋盤作業実習」1週目
生産機械科工業技術基礎紹介
本日6/26(金)は生産機械科1年生で工業技術基礎が行われました。
これまで各学年で行う実習内容について概要を説明してきましたが、今回からはひとつの実習テーマを3・4週にわたってご紹介していきたいと思います。実習が行われるごとに成長していく生徒の様子にも注目です。
今回は「旋盤作業実習」1週目の様子をご紹介します。どの実習も1週目は必ず実習装置の基本的な取り扱い、及び基礎知識の説明から始まります。旋盤作業実習では、まず初めにハンドル操作を覚えます。説明を終えると、生徒は各自割り当てられた旋盤を使って実際に動かす練習をします。
※なお旋盤実習1週目では旋盤を回転させないため、安全に十分留意した上で、熱中症予防のため半袖での実習をおこなっております。

基礎知識 説明の様子

ハンドル操作の説明の様子

ハンドル操作の練習風景
ハンドルを使って旋盤を動かすことができたら、次はチャック(材料をくわえる部分)の説明とチャックハンドルの取り扱いについて学びます。本校では安全対策として写真(上)のような安全装置を設けており、チャックハンドルが定位置に戻されないと旋盤が動作できないようになっています。しかしながら危険意識の低下に伴うヒューマンエラー(人的要因による事故)は防ぎきれないため、生徒の危険意識向上を目的として徹底した安全指導を行っています。

安全装置
(チャックハンドルが戻されないと旋盤が動かない)

チャック部分の説明の様子
続いて回転数の変更方法とバイトのセンタ合わせについて説明を受け、練習していきます。センタ合わせが難しく、苦戦している様子でした。練習を重ねていくと作業が正確に、素早くなっていきます。今後の生徒の成長に期待が高まります。

回転数変更の練習

バイトのセンター合わせの練習
来週はいよいよ旋盤を回転させての実習になります。「旋盤作業実習」2週目は7/3(金)にて掲載予定です。
次回は6/29(月)生産機械科3年生の実習(1週目)をご紹介いたします。
本日6/26(金)は生産機械科1年生で工業技術基礎が行われました。
これまで各学年で行う実習内容について概要を説明してきましたが、今回からはひとつの実習テーマを3・4週にわたってご紹介していきたいと思います。実習が行われるごとに成長していく生徒の様子にも注目です。
今回は「旋盤作業実習」1週目の様子をご紹介します。どの実習も1週目は必ず実習装置の基本的な取り扱い、及び基礎知識の説明から始まります。旋盤作業実習では、まず初めにハンドル操作を覚えます。説明を終えると、生徒は各自割り当てられた旋盤を使って実際に動かす練習をします。
※なお旋盤実習1週目では旋盤を回転させないため、安全に十分留意した上で、熱中症予防のため半袖での実習をおこなっております。
基礎知識 説明の様子
ハンドル操作の説明の様子
ハンドル操作の練習風景
ハンドルを使って旋盤を動かすことができたら、次はチャック(材料をくわえる部分)の説明とチャックハンドルの取り扱いについて学びます。本校では安全対策として写真(上)のような安全装置を設けており、チャックハンドルが定位置に戻されないと旋盤が動作できないようになっています。しかしながら危険意識の低下に伴うヒューマンエラー(人的要因による事故)は防ぎきれないため、生徒の危険意識向上を目的として徹底した安全指導を行っています。
安全装置
(チャックハンドルが戻されないと旋盤が動かない)
チャック部分の説明の様子
続いて回転数の変更方法とバイトのセンタ合わせについて説明を受け、練習していきます。センタ合わせが難しく、苦戦している様子でした。練習を重ねていくと作業が正確に、素早くなっていきます。今後の生徒の成長に期待が高まります。
回転数変更の練習
バイトのセンター合わせの練習
来週はいよいよ旋盤を回転させての実習になります。「旋盤作業実習」2週目は7/3(金)にて掲載予定です。
次回は6/29(月)生産機械科3年生の実習(1週目)をご紹介いたします。
生産機械科2年「制御実習」
生産機械科実習紹介
本日6/23(火)は生産機械科2年生で実習が行われました。今回は「制御実習」を紹介します。
自動制御実習では下図のような制御装置を用いて、ボタン押下時のLED点灯や、コンベアの動作ついて学習します。
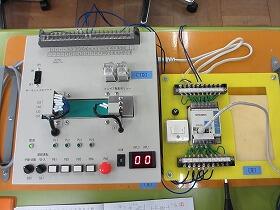
制御実習装置
この制御はシーケンサという制御機器を用いることで、LEDの点灯・コンベアの動作を順次に行うことができる「シーケンス制御」と呼ばれる制御方法で、信号機や自動洗濯機などにも使用されている技術です。
3年次にもパソコンソフトを使用したシーケンス制御を行いますが、2年次では下図のような「プログラミングコンソール」と呼ばれるコントローラを用いてプログラムの書き込みを行います。
プログラミングコンソール
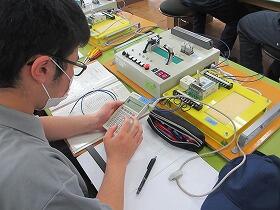
プログラミングコンソールを操作している様子
生産機械科では以下のように3年間かけて基礎から技能検定のレベルまでシーケンス制御について学習します。
1年次:リレーという装置を用いたシーケンス制御
2年次:制御装置におけるプログラミングコンソールを用いたシーケンス制御(今回)
3年次:制御装置におけるパソコンソフトを用いたシーケンス制御
「ものをつくる技術」と一緒に「ものを動かす技術」も学ぶことができます。
今回は生産機械科2年生の「制御実習」について紹介しました。次回は6/26(金)に生産機械科1年生の工業技術基礎について紹介します。
生産機械科3年「材料・計測実習」
生産機械科実習紹介
本日6/22(月)は生産機械科3年生で実習が行われました。
今日は前回の「自動制御実習」に続いて「材料・計測実習」を紹介します。
材料・計測実習は、多くの機械に使用される金属の性質を学ぶ実習で、顕微鏡を使用し金属の組織を観察したり、数種類の硬さ試験を実施するなど座学「機械工作」で学んだ内容を実際に経験をとおし身につけることができます。
今回は、機械仕上実習にて製作した4号試験片を使用し、万能試験機にて引張試験を実施しました。

万能試験機(以前2学年の溶接紹介でも掲載しました)

①4号試験片の直径を測定します。

②原標点距離をけがきます。

③試験片を万能試験機にセットします。


④試験片の中央がくびれています。

⑤試験片が破断しました。

破断前

伸びている途中
破断後
このように金属であっても伸びて、細くくびれ、破断してしまいます。
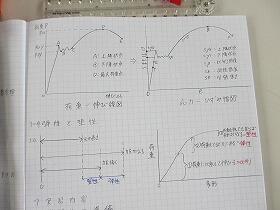
試験結果から荷重と伸びの関係を示す『応力-ひずみ線図』が得られます。

実習の様子
今回は生産機械科3年生の「材料・計測実習」について紹介しました。次回は明日6/23(火)に生産機械科2年生の実習について紹介します。
本日6/22(月)は生産機械科3年生で実習が行われました。
今日は前回の「自動制御実習」に続いて「材料・計測実習」を紹介します。
材料・計測実習は、多くの機械に使用される金属の性質を学ぶ実習で、顕微鏡を使用し金属の組織を観察したり、数種類の硬さ試験を実施するなど座学「機械工作」で学んだ内容を実際に経験をとおし身につけることができます。
今回は、機械仕上実習にて製作した4号試験片を使用し、万能試験機にて引張試験を実施しました。
万能試験機(以前2学年の溶接紹介でも掲載しました)
①4号試験片の直径を測定します。
②原標点距離をけがきます。
③試験片を万能試験機にセットします。
④試験片の中央がくびれています。
⑤試験片が破断しました。
破断前
伸びている途中
破断後
このように金属であっても伸びて、細くくびれ、破断してしまいます。
試験結果から荷重と伸びの関係を示す『応力-ひずみ線図』が得られます。
実習の様子
今回は生産機械科3年生の「材料・計測実習」について紹介しました。次回は明日6/23(火)に生産機械科2年生の実習について紹介します。
生産機械科の日常
生産機械科3年 機械製図検定(一次)を受検
生産機械科3年生が機械製図検定を受検しました。
生産機械科では、科目「製図」を1年次から3年次にかけて、計6単位学習しています。その集大成ともいえる検定試験をこの度受検しました。
生徒達は高校生活最後となる資格試験に向け、放課後や帰宅後の時間を有効に使い、全員合格を目指し学習を続けてきました。

全力で取り組む姿に、来年以降の社会人として取り組む姿勢を垣間見ることができた気がします。
頑張れ!!努力は決して裏切らないと信じています。
生産機械科3年生が機械製図検定を受検しました。
生産機械科では、科目「製図」を1年次から3年次にかけて、計6単位学習しています。その集大成ともいえる検定試験をこの度受検しました。
生徒達は高校生活最後となる資格試験に向け、放課後や帰宅後の時間を有効に使い、全員合格を目指し学習を続けてきました。
全力で取り組む姿に、来年以降の社会人として取り組む姿勢を垣間見ることができた気がします。
頑張れ!!努力は決して裏切らないと信じています。
生産機械科2年「溶接実習」
生産機械科実習紹介
本日6/16(火)は生産機械科2年生で実習が行われました。
今日は前回の「機械仕上実習」に続いて「溶接実習」を紹介します。
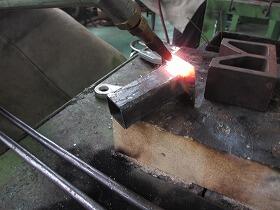
溶接実習では金属を溶かして接合する技術・技能について学習します。

ガス溶接とは、酸素とアセチレンの混合ガスを使用し、母材となる金属を溶かします。溶けた母材に溶接棒を溶かし合わせることで複数の部材を結合する方法です。溶接には、その他にアーク溶接や半自動溶接があり、課題研究などのものづくりを行う時に使用しています。生産機械科の生徒は、2年次の冬にガス溶接技能講習を受講し、全員資格を取得します。


ガス溶接の様子と溶接後の材料
溶接後の材料を、万能試験機で引っ張ることで溶接の善し悪しがわかります。
金属が破断する時に生じる音の大きさに生徒達は必ず驚きの声を上げてしまうほどです。

万能試験機
実習後は、結果を報告書にまとめる作業に移ります。ひとり一人丁寧に当日の作業内容を報告書にまとめています。

実習結果をまとめる様子
今回は生産機械科2年生の「溶接実習」について紹介しました。次回は6/19(金)に生産機械科1年生の工業技術基礎について紹介します。
本日6/16(火)は生産機械科2年生で実習が行われました。
今日は前回の「機械仕上実習」に続いて「溶接実習」を紹介します。
溶接実習では金属を溶かして接合する技術・技能について学習します。
ガス溶接
ガス溶接とは、酸素とアセチレンの混合ガスを使用し、母材となる金属を溶かします。溶けた母材に溶接棒を溶かし合わせることで複数の部材を結合する方法です。溶接には、その他にアーク溶接や半自動溶接があり、課題研究などのものづくりを行う時に使用しています。生産機械科の生徒は、2年次の冬にガス溶接技能講習を受講し、全員資格を取得します。
ガス溶接の様子と溶接後の材料
溶接後の材料を、万能試験機で引っ張ることで溶接の善し悪しがわかります。
金属が破断する時に生じる音の大きさに生徒達は必ず驚きの声を上げてしまうほどです。
万能試験機
実習後は、結果を報告書にまとめる作業に移ります。ひとり一人丁寧に当日の作業内容を報告書にまとめています。
実習結果をまとめる様子
今回は生産機械科2年生の「溶接実習」について紹介しました。次回は6/19(金)に生産機械科1年生の工業技術基礎について紹介します。
生産機械科1年「板金・溶接作業実習」
生産機械科工業技術基礎紹介
本日6/12(金)は生産機械科1年生で工業技術基礎が行われました。
今回は、前回の「電気作業実習」に続いて「板金・溶接作業実習」の中から「板金作業」を紹介します。板金作業とは、金属の板を切ったり、曲げたり、削ったりして加工していく作業を言います。生産機械科1年生では板金作業と溶接作業により、生徒のイニシャルが入ったペン立てを製作します。

イニシャル入りペン立て
初めは図面通りに材料を切り出し、ヤスリがけまでを行います。切り出しはあくまでも荒加工で、図面寸法に近づけるための作業です。このままでは角張ってしまうほか、バリ(加工後の突起)も残り危険なのでヤスリを使用して図面寸法まで削っていきます。

図面 材料の切り出し後
正面の板には生徒のイニシャルを入れるために、ボール盤で穴を開け、タガネを使用して余分なところを落とした後、ヤスリがけを行いました。


イニシャル製作(加工途中) タガネでの作業風景


ヤスリがけの作業風景 イニシャル製作(完成)
生徒達は良いものを作ろうと真剣な顔つきで作業していました。作業を通して「ものづくり」に対する姿勢を育むことができるのも工業高校ならではだと思います。
今回は生産機械科1年生の「板金・溶接作業実習」について紹介しました。次回は6/15(月)に生産機械科3年生の実習について紹介します。
生産機械科学校緑化計画
生産機械科の学校緑化計画現在の状況報告
平成30(2018)年に栃木トヨペット様よりアジサイの苗を頂きました。
殺風景だった実習棟の前に生産機械科の当時3年生が植樹をし、
今年見事に大輪の花を咲かせましたので報告します。
以下に当時の記事を紹介します。
アジサイ10株植栽 (2018/5/21)投稿文
この度、栃木トヨペット株式会社様が主催する第43回ふれあいグリーンキャンペーンにてアジサイの苗木を頂きました。機械工場の前に、10株の苗木を植栽することができ、緑豊かな校内での教育活動が期待されます。


2年後の現在のアジサイの様子です。


苗木自体はまだまだ小さいですが、これから立派に成長し、生徒と共に将来たくさんの花を
咲かしてくれることを願っています。
平成30(2018)年に栃木トヨペット様よりアジサイの苗を頂きました。
殺風景だった実習棟の前に生産機械科の当時3年生が植樹をし、
今年見事に大輪の花を咲かせましたので報告します。
以下に当時の記事を紹介します。
アジサイ10株植栽 (2018/5/21)投稿文
この度、栃木トヨペット株式会社様が主催する第43回ふれあいグリーンキャンペーンにてアジサイの苗木を頂きました。機械工場の前に、10株の苗木を植栽することができ、緑豊かな校内での教育活動が期待されます。
2年後の現在のアジサイの様子です。
苗木自体はまだまだ小さいですが、これから立派に成長し、生徒と共に将来たくさんの花を
咲かしてくれることを願っています。
生産機械科2年「機械仕上実習」
生産機械科実習紹介
本日6/9(火)は生産機械科2年生で実習が行われました。
今日は前回の「MC実習」に続いて「機械仕上実習」を紹介します。
機械仕上実習では機械系のものづくりの中でも重要な「切削加工」を行います。

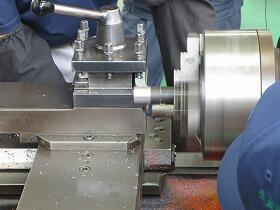
旋盤とは、上図のように材料を回転させて刃物(バイト)で外周を削りとる加工です。先週から3週に渡り、旋盤を使用して技能検定3級 旋盤作業の課題を製作しています。
下図右側の材料を旋盤で切削加工し、左側の作品に仕上げます。

今回は「テーパ加工」と呼ばれる、角度を付けて斜めに削り出す工程を行いました。下図左の赤丸の部分について右図のような計算によって角度を求め、斜めに削ります。

課題の図面 テーパ角度の計算
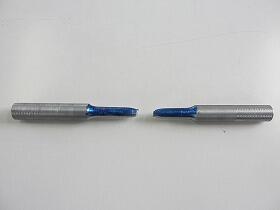
この「テーパ加工」を用いてドリルのシャンクと呼ばれる柄の部分などが作られています。テーパ加工を行うことでドリルを確実にまっすぐに取り付けることができます。
機械加工に用いる工具や道具もまた、機械加工によって製作されています。


ドリル(全形) ドリルシャンク(柄)部
このように、工業製品に用いられている機械的な技術を生産機械科で学ぶことができます。
今回は生産機械科2年生の「機械仕上実習」について紹介しました。次回は6/12(金)に生産機械科1年生の工業技術基礎について紹介します。
生産機械科3年「CAD実習」
生産機械科実習紹介
本日6/8(月)は生産機械科3年生で実習が行われました。
今日は前回の「機械仕上実習」に続いて「CAD実習」を紹介します。
CADとは、コンピュータを使用し様々な図面を作製することで、図面の管理や作業の省力化、効率を高めることができ生産性を向上することができるため多くの企業で採用されている設計製図の道具です。


CAD実習
生産機械科では、生徒一人1台のパソコンを使用しコンピュータ上で品物の図面を描く実習を行っています。
使用するソフトはAuto CAD、SOLIDWORKSです。2次元の図面から3次元の図面まで描くことができ、基本的な形状から応用的な製品にいたるまで描くことのできる力をこの実習で身に付けます。
Auto CADで作製した図面
Auto CADでは、画面上にX,Y座標を設けその値を入力して図面を作製していきます。
Solid Worksにて作製した図面
SOLIDWORKSでは、立体に描いた図形をもとに図面を作製していき、多くの部品を一つに集めてお互いの干渉具合や色合いなども確認しながら作業を進めることができます。両者ともに、先日2年生の実習で紹介したMC(マシニングセンタ)などの数値制御機器にデータを送ることで製品の加工ができる優れた設計製図の道具です。


缶 フタ
組合わせた缶とフタ
今回は生産機械科3年生の「CAD実習」について紹介しました。次回は明日6/9(火)に生産機械科2年生の実習について紹介します。
本日6/8(月)は生産機械科3年生で実習が行われました。
今日は前回の「機械仕上実習」に続いて「CAD実習」を紹介します。
CADとは、コンピュータを使用し様々な図面を作製することで、図面の管理や作業の省力化、効率を高めることができ生産性を向上することができるため多くの企業で採用されている設計製図の道具です。
CAD実習
生産機械科では、生徒一人1台のパソコンを使用しコンピュータ上で品物の図面を描く実習を行っています。
使用するソフトはAuto CAD、SOLIDWORKSです。2次元の図面から3次元の図面まで描くことができ、基本的な形状から応用的な製品にいたるまで描くことのできる力をこの実習で身に付けます。
Auto CADで作製した図面
Auto CADでは、画面上にX,Y座標を設けその値を入力して図面を作製していきます。
Solid Worksにて作製した図面
SOLIDWORKSでは、立体に描いた図形をもとに図面を作製していき、多くの部品を一つに集めてお互いの干渉具合や色合いなども確認しながら作業を進めることができます。両者ともに、先日2年生の実習で紹介したMC(マシニングセンタ)などの数値制御機器にデータを送ることで製品の加工ができる優れた設計製図の道具です。
缶 フタ
組合わせた缶とフタ
今回は生産機械科3年生の「CAD実習」について紹介しました。次回は明日6/9(火)に生産機械科2年生の実習について紹介します。
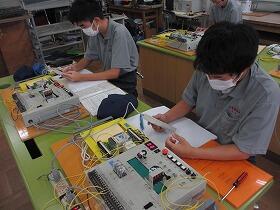
生産機械科1年「電気作業実習」
生産機械科工業技術基礎紹介
今日は、生産機械科1年生で工業技術基礎が行われました。1年生は「旋盤加工実習」「板金・溶接作業実習」「制御・マイコン実習」「電気作業実習」の4テーマに分かれて実施します。


旋盤加工実習 板金・溶接作業実習
(※写真は工具取付作業のみのため半袖で実施)

制御・マイコン実習 電気作業実習
本日は「電気作業実習」について紹介します。
電気作業実習では、ミニマイコンカーを作る過程で電子機器部品の基礎について学び、はんだ付けの技術や歯車の基礎、ボール盤の操作などを習得します。

ミニマイコンカー
「マイコン」とはマイクロコンピュータのことで、身の回りの家電製品には必ずと言えるほど使用されている電子機器部品です。生徒たちはミニマイコンカー製作キットを実際に組み立てながら電子機器部品の知識と取り扱いについて学んでいきます。完成したミニマイコンカーは実際に動かして動作を確認した後、制御マイコン実習時に実際に各自が製作したミニマイコンカーを制御する内容に挑みます。


ミニマイコンカー製作キット 組立の様子

はんだごて 試走の様子
今回は生産機械科1年生の「電気作業実習」について紹介しました。なお、次回は6/8(月)に生産機械科3年生の実習について紹介します。
生産機械科実習服
生産機械科の実習服紹介
平成30(2018)年度より実習服を変更し、今年度1年生から3年生まで全て同じ色の実習服になりました。


上記写真の左が上着着用時、右がポロシャツ着用時になります。その日の気温や行う実習の内容に合わせて選択しながら実習に取り組んでいます。
平成30(2018)年度より実習服を変更し、今年度1年生から3年生まで全て同じ色の実習服になりました。
上記写真の左が上着着用時、右がポロシャツ着用時になります。その日の気温や行う実習の内容に合わせて選択しながら実習に取り組んでいます。
生産機械科3年 「課題研究」
生産機械科3年 課題研究が始まります!
本日は生産機械科3年生 課題研究の授業においてグループ分けを行いました。
課題研究では3年生が5名~7名程度の班に分かれて、1年間を通してそれぞれのテーマについて研究し、報告書作成・発表会を行います。
今年度の生産機械科において研究するテーマは以下の通りです。(表右:昨年度の研究テーマ)
例年より遅いスタートとなり、各種大会の中止も決まっていますが、短い時間でも工夫して研究を行い、成果をあげていきます。
なお、次回は6/4(木)に生産機械科の実習服について紹介します。
本日は生産機械科3年生 課題研究の授業においてグループ分けを行いました。
課題研究では3年生が5名~7名程度の班に分かれて、1年間を通してそれぞれのテーマについて研究し、報告書作成・発表会を行います。
今年度の生産機械科において研究するテーマは以下の通りです。(表右:昨年度の研究テーマ)
今年度のテーマ | 昨年度のテーマ |
動力を必要としないロボットの製作 | 動力を必要としないロボットの製作 |
ロボットアームの製作・制御 | 防災リアカーの製作 |
マイコン制御ロボットの製作・制御 | マイコンカーの製作・制御 |
マイコンカーの製作・制御 | アルミニウム缶の有効活用 |
溶接組立・ゴム動力自動車の製作 | フラワースタンドの製作 |
企業研究・資格取得 | アイデアロボットの製作・制御 |
例年より遅いスタートとなり、各種大会の中止も決まっていますが、短い時間でも工夫して研究を行い、成果をあげていきます。
なお、次回は6/4(木)に生産機械科の実習服について紹介します。
生産機械科2年「MC実習」
生産機械科実習紹介
今日は、生産機械科の2年生で実習が行われました。2年生は「機械仕上実習」「溶接実習」「制御実習」「MC実習」の4テーマに分かれて実施します。


機械仕上実習 溶接実習

制御実習 MC実習
本日は「MC実習」について紹介します。
「MC」とは「マシニングセンタ」(写真右)のことで、回転する工具(ドリルやエンドミル)で穴を開けたり、溝を掘ったりすることができる工作機械です。加工したい図形からX-YーZ座標を取り、パソコン上でシュミレーションを行います。(写真左)
さらに、パソコン上のソフトで作成したデータをMCに送信することで複雑な形状の加工も容易に行うことができます。また、「使用するドリルなどの工具が自動で交換できる!」というメリットもあります。


シュミレーション画面 マシニングセンタ
最終的には生徒の自由な発想で作品を製作します。曲線や細かい図形など、加工するのが難しいものもありますが、頑張って作った作品はどれも素敵です。


MCで製作した作品1 MCで製作した作品2
今回は生産機械科2年生の「MC実習」について紹介しました。なお、次回は6/5(金)に生産機械科1年生の工業技術基礎について紹介します。
今日は、生産機械科の2年生で実習が行われました。2年生は「機械仕上実習」「溶接実習」「制御実習」「MC実習」の4テーマに分かれて実施します。
機械仕上実習 溶接実習
制御実習 MC実習
本日は「MC実習」について紹介します。
「MC」とは「マシニングセンタ」(写真右)のことで、回転する工具(ドリルやエンドミル)で穴を開けたり、溝を掘ったりすることができる工作機械です。加工したい図形からX-YーZ座標を取り、パソコン上でシュミレーションを行います。(写真左)
さらに、パソコン上のソフトで作成したデータをMCに送信することで複雑な形状の加工も容易に行うことができます。また、「使用するドリルなどの工具が自動で交換できる!」というメリットもあります。
シュミレーション画面 マシニングセンタ
最終的には生徒の自由な発想で作品を製作します。曲線や細かい図形など、加工するのが難しいものもありますが、頑張って作った作品はどれも素敵です。
MCで製作した作品1 MCで製作した作品2
今回は生産機械科2年生の「MC実習」について紹介しました。なお、次回は6/5(金)に生産機械科1年生の工業技術基礎について紹介します。
生産機械科3年「機械仕上実習」
生産機械科実習紹介
本日6/1(月)より生産機械科の実習について紹介していきます。
今日は、生産機械科の3年生で実習が行われました。3年生は「機械仕上実習」「CAD実習」「自動制御実習」「材料計測実習」の4テーマに分かれて実施します。

機械仕上実習

CAD実習
自動制御実習

材料計測実習
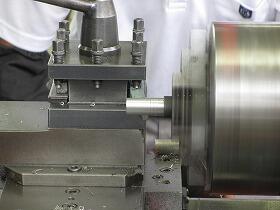
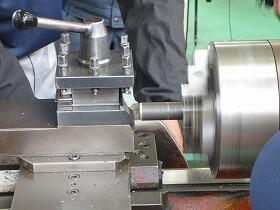
本日は「機械仕上実習」について紹介します。
生産機械科では、旋盤加工、ホブ盤加工、平面研削盤を使用し各自で歯車の文鎮を製作します。

歯車文鎮
旋盤加工では、金属を機械に固定し、回転させながら刃物を近づけ切削(削る)していく加工です。(写真上)文鎮の正面にある穴もこの旋盤で加工しました。(写真下)


今回は生産機械科3年生の「機械仕上実習」について紹介しました。その他のテーマについても毎週掲載したいと考えています。なお、次回は明日6/2(火)に生産機械科2年生の実習について紹介します。
それぞれの学年ともに週1回の授業になりますので、その都度HPに掲載し紹介していきますので宜しくお願いします。
本日6/1(月)より生産機械科の実習について紹介していきます。
今日は、生産機械科の3年生で実習が行われました。3年生は「機械仕上実習」「CAD実習」「自動制御実習」「材料計測実習」の4テーマに分かれて実施します。
機械仕上実習
CAD実習
自動制御実習
材料計測実習
本日は「機械仕上実習」について紹介します。
生産機械科では、旋盤加工、ホブ盤加工、平面研削盤を使用し各自で歯車の文鎮を製作します。
歯車文鎮
旋盤加工では、金属を機械に固定し、回転させながら刃物を近づけ切削(削る)していく加工です。(写真上)文鎮の正面にある穴もこの旋盤で加工しました。(写真下)
今回は生産機械科3年生の「機械仕上実習」について紹介しました。その他のテーマについても毎週掲載したいと考えています。なお、次回は明日6/2(火)に生産機械科2年生の実習について紹介します。
それぞれの学年ともに週1回の授業になりますので、その都度HPに掲載し紹介していきますので宜しくお願いします。
機械科・生産機械科 実習室の感染症対策について
機械科・生産機械科 マシニングセンタ実習室における感染症対策を実施!
新型コロナウイルス感染症対策としてマシニングセンタ実習室に座席ごとの間仕切りを製作しました。
機械工場において使わなくなった材料を切断・溶接・塗装し、それぞれの座席に設置しました。


このように、消毒や換気などの対策の他にも工業高校ならではの対策・工夫を行っています!
1学年工業技術基礎ガイダンス実施しました
生産機械科 1学年工業技術基礎ガイダンスの様子
1学年初めての授業となる工業技術基礎ガイダンスを実施しました。作業服の正しい着用方法や、事故防止に関する心得、ノギスの扱い方など、これからの実習に必要な知識を各先生よりご指導いただきました。

初めて触るノギスに苦戦しながらも、真剣に取り組むことができました。
1学年初めての授業となる工業技術基礎ガイダンスを実施しました。作業服の正しい着用方法や、事故防止に関する心得、ノギスの扱い方など、これからの実習に必要な知識を各先生よりご指導いただきました。
初めて触るノギスに苦戦しながらも、真剣に取り組むことができました。
生産機械科3年_技術コンクール実施
生産機械科3年技術コンクール
12月16日(月)生産機械科の3年生が終日、機械実習棟を中心に技術コンクールを実施しました。3年間で培った知識と技能を発揮して競い合いました。
実施種目:普通旋盤作業、アーク溶接・ガス溶接、計測・製図


計測・製図 普通旋盤作業


アーク溶接 ガス溶接
12月16日(月)生産機械科の3年生が終日、機械実習棟を中心に技術コンクールを実施しました。3年間で培った知識と技能を発揮して競い合いました。
実施種目:普通旋盤作業、アーク溶接・ガス溶接、計測・製図
計測・製図 普通旋盤作業
アーク溶接 ガス溶接
ロボットアイデア甲子園北関東大会に参加しました
ロボットアイデア甲子園参加!!
ロボットアイデア甲子園とはFA・ロボットシステムインテグレータ協会が主催しており、産業用ロボットの歴史や構造等を学び、産業用ロボットによる作業デモンストレーションを見学した後、産業用ロボットの新用途等のアイデアを出し合う大会です。
今回、生産機械科から3年生2名、1年生3名が参加しました。
普段考えない産業用ロボットについてのアイデアを考えることは、とても新鮮だからかレポートをスラスラとまとめていました。


セミナー中 ロボット見学中

レポートまとめ
高大連携事業 生産機械科1年
生産機械科1年 高大連携事業を実施!
7月17日(水) 高大連携事業として生産機械科1年生が講話を受講しました。
今回は日本工業大学 基幹工学部 機械工学科 増本憲泰 先生に来校して
いただき、自走型模型の製作を行いました。



生徒は自走する模型の仕組みを真剣に考えながらものづくりを行いました。
また、物理学を利用して、ものづくりに発展させていく内容に大きな関心をもった様子で、非常に有意義な時間となりました。
日本工業大学 増本先生 大変ありがとうございました。
キャリア形成支援事業実施
職業講話・エンジン教室実施
生産機械科で株式会社モビリティランド ツインリンクもてぎ様の協力のもと、生産機械科の3年生が職業講話とエンジン教室を体験してきました。サーキットの一角に設けられた会場で、真剣なまなざしで講義を受け、貴重な体験をすることができました。


測定技能講習会(生産機械科1年)
栃木県ものづくりマイスターの方による測定技術講習会
生産機械科1年生を対象にものづくりマイスターの方による測定技術講習会を
行いました。






生産機械科1年生を対象にものづくりマイスターの方による測定技術講習会を
行いました。
生産機械科 課題研究発表会
生産機械科3年生、課題研究発表会
今年度、1年かけて取り組んできた以下の6テーマについて、
研究発表を行いました。
【課題研究テーマ】
1)3Dプリンタを使用した立体の製作 2)アイディアロボットの製作
3)文鎮・フラワースタンドの製作 4)環境整備
5)電気自動車の製作 6)溶接を柱としたものづくり



今年度、1年かけて取り組んできた以下の6テーマについて、
研究発表を行いました。
【課題研究テーマ】
1)3Dプリンタを使用した立体の製作 2)アイディアロボットの製作
3)文鎮・フラワースタンドの製作 4)環境整備
5)電気自動車の製作 6)溶接を柱としたものづくり
計測実習
計測実習受講。
5月27日(金)に2人のとちぎマイスターの方を招き、計測についての講習を受けました。ノギスとマイクロメータについての基礎知識や使い方、読み方を3コマにわたり、講義していただきました。これからの実習に生かしていきたしと思います。
講師の方には、感謝申し上げます。




5月27日(金)に2人のとちぎマイスターの方を招き、計測についての講習を受けました。ノギスとマイクロメータについての基礎知識や使い方、読み方を3コマにわたり、講義していただきました。これからの実習に生かしていきたしと思います。
講師の方には、感謝申し上げます。
工業関係高等学校生徒研究発表大会
第26回栃木県工業関係高等学校生徒研究発表大会
1月14日(木)に宇都宮工業高校において、
第26回栃木県工業関係高等学校生徒研究発表大会が開催されました。
本校からは、生産機械科が「3Dプリンタを活用した鋳造模型の製作」として
発表を行い、優秀賞(第2位)を受賞しました。

本校は、栃木県代表として、北関東三県工業高校生徒研究発表大会(2月10日(水)、会場:足利工業大学)
に出場することになりました。
1月14日(木)に宇都宮工業高校において、
第26回栃木県工業関係高等学校生徒研究発表大会が開催されました。
本校からは、生産機械科が「3Dプリンタを活用した鋳造模型の製作」として
発表を行い、優秀賞(第2位)を受賞しました。
本校は、栃木県代表として、北関東三県工業高校生徒研究発表大会(2月10日(水)、会場:足利工業大学)
に出場することになりました。
とちぎものづくり技能競技大会 結果報告
平成27年度とちぎものづくり技能競技大会
機械加工部門 優勝
11月7日(土)に県央産業技術専門校にて、ものづくり技能競技大会が行われました。
機械加工部門には、本校から3名の生徒が出場しました。
大学生を含めた難しい環境の中、生産機械科3年清水幸太君が優勝しました。
本人の今後に繋がる、良い結果が出せたと思います。ご声援有難うございました。
生産機械科3年 清水 機械科2年 大関


 足利工業大学「授業宅配便」
足利工業大学「授業宅配便」
生産機械科3年で大学の授業を実施。
12月12日(金)に足利工業大学の小林敏孝先生による講話を行いました。授業は「睡眠習慣を変えれば、あなたの脳のパフォーマンスは改善する」という内容で、いかに睡眠や習慣が大切かがわかりました。生徒は、身近な内容で今日から実践できるとあって真剣に耳を傾けていました。
今後の生活に生かしていければと思います。


小林先生の話に聞き入る生徒たち
栃木県高校生ものづくりコンテスト(機械系部門)大会
生産機械科3年 森島達也 君が準優勝!!
平成25年6月8日に宇都宮工業高校で行われた、高校生ものづくりコンテスト栃木県大会(旋盤作業部門)において、本校生産機械科3年の森島君と機械科2年の小玉君が出場し、
平成25年6月8日に宇都宮工業高校で行われた、高校生ものづくりコンテスト栃木県大会(旋盤作業部門)において、本校生産機械科3年の森島君と機械科2年の小玉君が出場し、
森島君が 準優勝!! 小玉君が 九位 !!
と好成績をおさめました。関東大会の出場権は各県の優勝者となっている
ため惜しくも出場とはなりませんでしたが、来年こそは真工生の優勝者を
出したいと思っています。以下は県大会当日の様子です。(2013年6月12日) 



カウンタ
2
7
4
4
4
7
5
電気・電子研究委員会より (関電研)
令和 6 年度の電気電子研究委員会に
おいて、今年度も真岡工業高校が事
務局となります。
よろしくお願いいたします。
真心工房のご案内

お知らせ
学校案内パンフレット完成しました。こちらをご覧ください。
(女子向けパンフ監修:宇都宮メディア・アーツ専門学校ビジュアルデザイン科)
女子生徒向け↓
一般向け↓

真工高の四季