
文字
背景
行間


2020年7月の記事一覧
オンライン学習
「オンライン学習へ挑戦」
新型コロナウイルス感染症の影響を受け、生徒たちの学びの保障が重視されるところ、今後の見通しも
いまだ予測のつかないところが現状ではないでしょうか。さらに、感染拡大や自然災害等により登校でき
なくなることも視野に入れ、今回、電子科3年生によるICTを活用した授業に挑戦してみました。
オンライン学習については、プロジェクター、タブレット、ソフトウェアとして「ZOOM Cloud Meeting」、
そして生徒は、スマートフォンを使用し、実施しました。今回は、基本的な内容から導入しましたが、次回は
さらに一歩進んだ内容で取り組みたいと思います。



zoomインストール ZOOM設定 リモートよる参加者一覧
生産機械科2年「制御実習」 2週目
生産機械科実習紹介
本日7/28(火)は生産機械科2年生で実習が行われました。今回は前回の続きとして「制御実習」を紹介します。
今回は以下の3つの回路について学習しました。
①自己保持回路:1度ボタン押下することで出力をし続ける回路
②タイマ回路:設定した時間によって出力や入力を行う回路
③カウンタ回路:設定した入力の回数によって出力を行う回路
まずは下図のボードの説明によって①「自己保持回路」について学習しました。
自己保持回路とは内部補助リレーと呼ばれるリレーを用いることによって入力された信号を保持し、長い時間出力することができる回路です。
この回路を使用することで、1度のボタン押下でLEDを点灯し続けさせることができます。
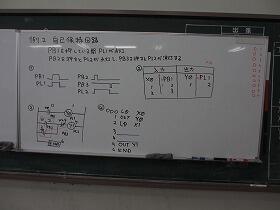
自己保持回路の説明
次に②「タイマ回路」について学習しました。
こちらも制御装置内部に搭載されているタイマを使用することで出力や入力の時間を設定することができます。
この回路を使用することで、ボタン押下の〇秒間後にLEDを点灯させることができます。
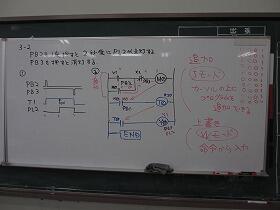
タイマ回路の説明
最後に「カウンタ回路」について学習しました。
入力回数を設定し、設定回数だけ入力を行うことにより、出力する回路です。
この回路を使用することで、〇回ボタンを押下するとLEDを点灯させることができます。
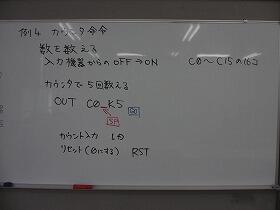
カウンタ回路の説明①
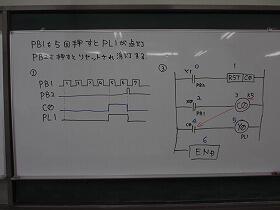
カウンタ回路の説明②
今回は「制御実習」2週目ということでシーケンス回路において特によく使用される3つの回路について学習しました。
いよいよ次回は3週目、まとめの実習となります。
回路を入力する作業の様子
次回は7/31(金)に生産機械科1年生の工業技術基礎について紹介します。
生産機械科2年「制御実習」 1週目
生産機械科実習紹介
本日7/21(火)は生産機械科2年生で実習が行われました。今回から、3週間に渡って「制御実習」を紹介します。
制御実習では下図のようなプログラミングコンソールを用いて制御装置のLEDを制御(シーケンス制御:順次制御)します。

プログラミングコンソール
シーケンス制御は基本的に下図のボードに記したように
①制御分析:タイムチャート(時間ごとの装置の動作を図にしたもの)を用いて”何を” ”どのように”制御を行うか分析します。
②配線:I/O割付表(入力装置と出力装置に番号を割り当てたもの)を用いて制御装置と入出力装置を配線します。
③ラダープログラムの作成:電気や信号の流れをわかりやすく図にするために、ラダープログラムというプログラムを作成します。
④ニモニックに変換:ラダープログラムをプログラミングコンソールに入力する際、ニモニックという言語に変換します。
⑤PLCへ転送:最後にPLCという装置に転送して、動作を確認します。
このような手順で制御を行います。

制御の手順について
本日は1週目ということで基本的な3つの回路を作り、LEDを点灯させました。
①AND回路(論理積回路):ボタン1とボタン2を同時に押すことでLEDが点灯します。
②OR回路(論理和回路):ボタン1とボタン2のどちらか一方を押すとLEDが点灯します。
③NOT回路(否定回路):ボタン1を押すとあらかじめ点灯しているLEDを消灯します。

制御したLEDの動作確認
今回は生産機械科2年生の「制御実習」について紹介しました。次回は7/28(火)に生産機械科2年生の実習について紹介します。
本日7/21(火)は生産機械科2年生で実習が行われました。今回から、3週間に渡って「制御実習」を紹介します。
制御実習では下図のようなプログラミングコンソールを用いて制御装置のLEDを制御(シーケンス制御:順次制御)します。
プログラミングコンソール
シーケンス制御は基本的に下図のボードに記したように
①制御分析:タイムチャート(時間ごとの装置の動作を図にしたもの)を用いて”何を” ”どのように”制御を行うか分析します。
②配線:I/O割付表(入力装置と出力装置に番号を割り当てたもの)を用いて制御装置と入出力装置を配線します。
③ラダープログラムの作成:電気や信号の流れをわかりやすく図にするために、ラダープログラムというプログラムを作成します。
④ニモニックに変換:ラダープログラムをプログラミングコンソールに入力する際、ニモニックという言語に変換します。
⑤PLCへ転送:最後にPLCという装置に転送して、動作を確認します。
このような手順で制御を行います。
制御の手順について
本日は1週目ということで基本的な3つの回路を作り、LEDを点灯させました。
①AND回路(論理積回路):ボタン1とボタン2を同時に押すことでLEDが点灯します。
②OR回路(論理和回路):ボタン1とボタン2のどちらか一方を押すとLEDが点灯します。
③NOT回路(否定回路):ボタン1を押すとあらかじめ点灯しているLEDを消灯します。
制御したLEDの動作確認
今回は生産機械科2年生の「制御実習」について紹介しました。次回は7/28(火)に生産機械科2年生の実習について紹介します。
飛沫防止パーテーション寄贈 (真岡西小、茂木中)
飛沫防止のパーテーションを寄贈してきました!
建設科建設研究部で製作した、飛沫防止パーテーションを7月13日に真岡西小学校に6個寄贈し、ことばの教室などに設置してきました。

設置の様子 真岡西小学校 ことばの教室
7月17日には、茂木中学校に卒業生の建設科3年 平賀君、建設科2年 澤村君、西宮君がパーテーションを5個寄贈してきました。
生徒達も母校に貢献できて良い経験になりました。

寄贈の様子 茂木中学校
建設科建設研究部で製作した、飛沫防止パーテーションを7月13日に真岡西小学校に6個寄贈し、ことばの教室などに設置してきました。
設置の様子 真岡西小学校 ことばの教室
7月17日には、茂木中学校に卒業生の建設科3年 平賀君、建設科2年 澤村君、西宮君がパーテーションを5個寄贈してきました。
生徒達も母校に貢献できて良い経験になりました。
寄贈の様子 茂木中学校
生産機械科3年「自動制御実習」3週目
生産機械科実習紹介
本日7/20(月)は生産機械科3年生で実習が行われました。今回は「自動制御実習」3週目の様子をご紹介します。
今回は、前回実習で行ったサイクル動作(工程回路)という「決められた順序で動作を行うための回路」の復習から入りました。
その後、
「非常停止」非常停止ボタンが押されたら作動が停止する回路
「スタート条件(AND回路)」決まった位置でリミットスイッチが押されていないとスタートボタンを押しても作動しない回路
「動作中のランプ点灯」そのままの意味で、回路が動作している間は表示ランプが点灯している回路
以上3つを新たに勉強し、先週の復習で作成したラダープログラムに順に追加していきました。

最終的にできあがったラダープログラム
「自動制御実習」4週目は8/3(月)にて掲載予定です。
次回は7/21(火)生産機械科2年生の実習をご紹介いたします。
本日7/20(月)は生産機械科3年生で実習が行われました。今回は「自動制御実習」3週目の様子をご紹介します。
今回は、前回実習で行ったサイクル動作(工程回路)という「決められた順序で動作を行うための回路」の復習から入りました。
その後、
「非常停止」非常停止ボタンが押されたら作動が停止する回路
「スタート条件(AND回路)」決まった位置でリミットスイッチが押されていないとスタートボタンを押しても作動しない回路
「動作中のランプ点灯」そのままの意味で、回路が動作している間は表示ランプが点灯している回路
以上3つを新たに勉強し、先週の復習で作成したラダープログラムに順に追加していきました。
最終的にできあがったラダープログラム
「自動制御実習」4週目は8/3(月)にて掲載予定です。
次回は7/21(火)生産機械科2年生の実習をご紹介いたします。
剣道部 通常練習
剣道部 稽古を再開
剣道部は6月の学校再開から、「新型コロナウイルス感染症防止対策」の一環として、対人の稽古や生徒同士が接触する練習は禁止しておりました。
約1ヶ月間はラントレーニングや、ラダートレーニングなどの基礎体力作りを行いましたが、7月からは、連盟から提示されたガイドラインに沿った形での稽古を再開しました。


手ぬぐいやマスクを着用して行う稽古は、熱中症のリスクもありますが、時間を短くしたり、こまめに休憩を取るなどして対策を講じていきます。
生産機械科1年「板金・溶接作業」1週目
生産機械科工業技術基礎紹介
本日7/17(金)は生産機械科1年生で工業技術基礎が行われました。今回は「板金・溶接作業」実習の1週目の様子をご紹介します。
「板金・溶接作業」実習の1週目ではペン立てを作るため材料(鉄板)に罫書きを行い、帯ノコ盤を用いて切断していきます。鉄板のような硬い物を加工する際、力みすぎてケガをしやすいので注意をしながら慎重に作業を行っていきます。また、回転を伴う工作機械では巻き込み事故などにも注意が必要なため、軍手などの巻き込まれやすいものは着用しないようにします。

使用する材料(鉄板)

材料の罫書きを行う様子

ハイトゲージでケガキを行う様子

帯ノコ盤で鉄板を切断する様子

粗加工が終わった材料
初めて使う工作機械に苦戦しながらも、金属を自分の手で上手に加工していく生徒の様子を見ることができました。
材料の粗加工(大まかな加工)ができあがったところで、生徒一人一人のイニシャルを入れるため、センタポンチで材料に印をつけ、ボール盤を用いて孔開け加工をしていきます。イニシャルに沿って孔開けできたところで1週目の作業が終了となります。イニシャルはそれぞれ違うので自分専用のペン立てが出来上がります。完成がとても楽しみです。

センタポンチで印をつける様子

ボール盤で孔開けする様子
2週目(7/31)では粗加工を行った材料の削りと、イニシャル部分の加工を行っていきます。
次回は7/20(月)生産機械科3年生の実習をご紹介いたします。
建設科1年 工業技術基礎
建設科 工業技術基礎 授業紹介
建設科1年生が取り組む「工業技術基礎」の実習内容について、ご紹介します。
建設科では2年次よりコース分け(土木・建築)されるため、1年次では共通する内容で実習を行っています。3班編成で行われる実習内容は以下のとおりです。
① 測量実習 ・・・レベルやトータルステーションなどの測量器戒の基本的な扱い方を学びます
② 木造実習 ・・・手工具の扱い方や工作機械を使ってのものづくりを学びます
③ コンピュータ実習 ・・・文書作成や表計算・グラフの作成方法などの基本的操作について学びます


㊧測量実習の進め方について先ずは講義を受けています。㊨校舎外に出ての測量体験の様子(写真はレベル測量)


㊧安全な作業を行うため、道具の扱い方を確認しています。㊨ノミによるほぞ穴の加工の様子


㊧㊨この日は、Wordを用いての文章や表・図の作成について、基本技能の習得に臨みました
マスク着用での授業形態に加え、夏場に入り熱中症対策にも気を配りながら
授業は行われています。
建設科1年生が取り組む「工業技術基礎」の実習内容について、ご紹介します。
建設科では2年次よりコース分け(土木・建築)されるため、1年次では共通する内容で実習を行っています。3班編成で行われる実習内容は以下のとおりです。
① 測量実習 ・・・レベルやトータルステーションなどの測量器戒の基本的な扱い方を学びます
② 木造実習 ・・・手工具の扱い方や工作機械を使ってのものづくりを学びます
③ コンピュータ実習 ・・・文書作成や表計算・グラフの作成方法などの基本的操作について学びます
㊧測量実習の進め方について先ずは講義を受けています。㊨校舎外に出ての測量体験の様子(写真はレベル測量)
㊧安全な作業を行うため、道具の扱い方を確認しています。㊨ノミによるほぞ穴の加工の様子
㊧㊨この日は、Wordを用いての文章や表・図の作成について、基本技能の習得に臨みました
マスク着用での授業形態に加え、夏場に入り熱中症対策にも気を配りながら
授業は行われています。
生産機械科1年「旋盤作業実習」3週目
生産機械科工業技術基礎紹介
本日7/10(金)は生産機械科1年生で実習が行われました。今回は「旋盤作業」3週目の様子をご紹介します。
「旋盤作業実習」2週目では旋盤を回転させて手元のハンドルを回すことで切削作業を行っていましたが、3週目の今回は旋盤の「自動送り」機能について学びます。まずはいつものようにバイトの高さ合わせを行い、被削物をチャックに固定していきます。3週目になると先生の合図で一斉に準備に取り掛かる様子を見ることができ、生徒の成長を感じます。※準備作業までは旋盤の回転を伴わないため、熱中症予防の観点から、安全に十分留意した上で半袖で作業を行っています。

一斉に準備に取り掛かる様子
準備が終わると「自動送り」の説明を行います。自動送りを行うためには送り速度の設定を行わなければいけないため、操作盤にあるダイヤルを調整して任意の送り速度に設定していきます。

送り速度設定の様子

自動送りを設定するダイヤルとレバー
送り速度が設定できたところで、実際に自動送りで削っていきます。これまで手元のハンドルを回して切削を行ってきましたが、手動よりも簡単で綺麗に仕上がる自動送りに生徒は興味津々の様子でした。3週目の成果物として自動送りを数回繰り返し、段付きの形状を作成することができました。
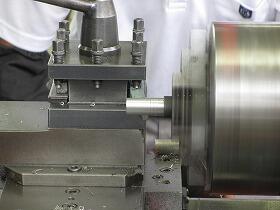
段付き加工前

段付き加工後
以上が1年生の工業技術基礎で行う旋盤作業実習(前半)の内容になります。
来週【7/17(金)】は他の実習内容についてを掲載する予定です。
次回は7/13(月)生産機械科3年生の実習をご紹介いたします。
ネットワークシステムの増設工事
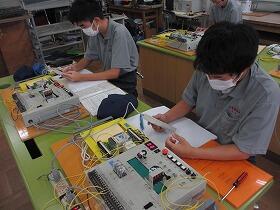
「ネットワークシステムの増設工事」
課題研究の一環として電子科3年生6名が、本校普通科職員室のネットワークシステム増設工
事に挑戦し、設置しました。6名のメンバーがそれぞれの役割で工事を行い、とても生徒も生き
生きとした表情で増設工事に取組んでいました。











真心工房のご案内

お知らせ
学校案内パンフレット完成しました。こちらをご覧ください。
(女子向けパンフ監修:宇都宮メディア・アーツ専門学校ビジュアルデザイン科)
女子生徒向け↓
一般向け↓

真工高の四季