
文字
背景
行間


カテゴリ:生産機械科の活動
生産機械科1年「板金・溶接作業」2週目
生産機械科工業技術基礎紹介
本日7/31(金)は生産機械科1年生で工業技術基礎が行われました。今回は「板金・溶接作業」実習の2週目の様子をご紹介します。
前回はペン立てを作るため材料(鉄板)に罫書きを行い、帯ノコ盤を用いて切断を行い・ボール盤を用いてイニシャルの孔開けまでを行いました。2週目となる今回は、粗加工した部品のヤスリ仕上げとイニシャルの仕上げを行っていきます。切断した直後の部品は図面よりも大きく、バリも残っており非常に危険なため金ヤスリを用いて削っていきます。

前回製作した部品

金ヤスリで角を削る様子
部品の角が丸く仕上がったところで、ノミと金槌を使い前回孔開けした部分を加工(孔と孔のつなぎ目を切断)していきます。万力に部品を固定し、ノミの角度を試行錯誤しながら上手に加工する様子を見ることができました。最終的にイニシャルの内側をヤスリで綺麗に仕上げて部品が完成となります。

ノミで孔と孔のつなぎ目を切断する様子

イニシャルの内側を仕上げる様子

完成した部品
完成した部品はバリがなく滑らかな形状をしています。曲線が入る難しいイニシャルも頑張って削ったため綺麗に仕上がりました。
次回は8/3(月)に生産機械科3年生の実習を紹介いたします。
生産機械科2年「制御実習」 2週目
生産機械科実習紹介
本日7/28(火)は生産機械科2年生で実習が行われました。今回は前回の続きとして「制御実習」を紹介します。
今回は以下の3つの回路について学習しました。
①自己保持回路:1度ボタン押下することで出力をし続ける回路
②タイマ回路:設定した時間によって出力や入力を行う回路
③カウンタ回路:設定した入力の回数によって出力を行う回路
まずは下図のボードの説明によって①「自己保持回路」について学習しました。
自己保持回路とは内部補助リレーと呼ばれるリレーを用いることによって入力された信号を保持し、長い時間出力することができる回路です。
この回路を使用することで、1度のボタン押下でLEDを点灯し続けさせることができます。
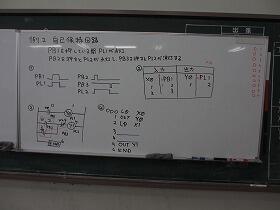
自己保持回路の説明
次に②「タイマ回路」について学習しました。
こちらも制御装置内部に搭載されているタイマを使用することで出力や入力の時間を設定することができます。
この回路を使用することで、ボタン押下の〇秒間後にLEDを点灯させることができます。
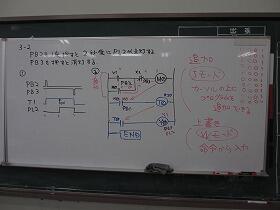
タイマ回路の説明
最後に「カウンタ回路」について学習しました。
入力回数を設定し、設定回数だけ入力を行うことにより、出力する回路です。
この回路を使用することで、〇回ボタンを押下するとLEDを点灯させることができます。
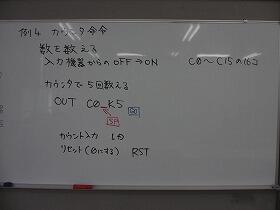
カウンタ回路の説明①
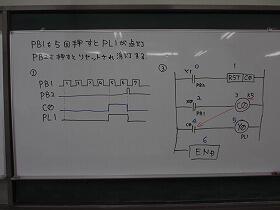
カウンタ回路の説明②
今回は「制御実習」2週目ということでシーケンス回路において特によく使用される3つの回路について学習しました。
いよいよ次回は3週目、まとめの実習となります。
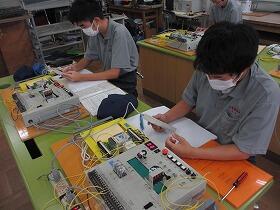
回路を入力する作業の様子
次回は7/31(金)に生産機械科1年生の工業技術基礎について紹介します。
生産機械科2年「制御実習」 1週目
生産機械科実習紹介
本日7/21(火)は生産機械科2年生で実習が行われました。今回から、3週間に渡って「制御実習」を紹介します。
制御実習では下図のようなプログラミングコンソールを用いて制御装置のLEDを制御(シーケンス制御:順次制御)します。

プログラミングコンソール
シーケンス制御は基本的に下図のボードに記したように
①制御分析:タイムチャート(時間ごとの装置の動作を図にしたもの)を用いて”何を” ”どのように”制御を行うか分析します。
②配線:I/O割付表(入力装置と出力装置に番号を割り当てたもの)を用いて制御装置と入出力装置を配線します。
③ラダープログラムの作成:電気や信号の流れをわかりやすく図にするために、ラダープログラムというプログラムを作成します。
④ニモニックに変換:ラダープログラムをプログラミングコンソールに入力する際、ニモニックという言語に変換します。
⑤PLCへ転送:最後にPLCという装置に転送して、動作を確認します。
このような手順で制御を行います。

制御の手順について
本日は1週目ということで基本的な3つの回路を作り、LEDを点灯させました。
①AND回路(論理積回路):ボタン1とボタン2を同時に押すことでLEDが点灯します。
②OR回路(論理和回路):ボタン1とボタン2のどちらか一方を押すとLEDが点灯します。
③NOT回路(否定回路):ボタン1を押すとあらかじめ点灯しているLEDを消灯します。

制御したLEDの動作確認
今回は生産機械科2年生の「制御実習」について紹介しました。次回は7/28(火)に生産機械科2年生の実習について紹介します。
本日7/21(火)は生産機械科2年生で実習が行われました。今回から、3週間に渡って「制御実習」を紹介します。
制御実習では下図のようなプログラミングコンソールを用いて制御装置のLEDを制御(シーケンス制御:順次制御)します。
プログラミングコンソール
シーケンス制御は基本的に下図のボードに記したように
①制御分析:タイムチャート(時間ごとの装置の動作を図にしたもの)を用いて”何を” ”どのように”制御を行うか分析します。
②配線:I/O割付表(入力装置と出力装置に番号を割り当てたもの)を用いて制御装置と入出力装置を配線します。
③ラダープログラムの作成:電気や信号の流れをわかりやすく図にするために、ラダープログラムというプログラムを作成します。
④ニモニックに変換:ラダープログラムをプログラミングコンソールに入力する際、ニモニックという言語に変換します。
⑤PLCへ転送:最後にPLCという装置に転送して、動作を確認します。
このような手順で制御を行います。
制御の手順について
本日は1週目ということで基本的な3つの回路を作り、LEDを点灯させました。
①AND回路(論理積回路):ボタン1とボタン2を同時に押すことでLEDが点灯します。
②OR回路(論理和回路):ボタン1とボタン2のどちらか一方を押すとLEDが点灯します。
③NOT回路(否定回路):ボタン1を押すとあらかじめ点灯しているLEDを消灯します。
制御したLEDの動作確認
今回は生産機械科2年生の「制御実習」について紹介しました。次回は7/28(火)に生産機械科2年生の実習について紹介します。
生産機械科3年「自動制御実習」3週目
生産機械科実習紹介
本日7/20(月)は生産機械科3年生で実習が行われました。今回は「自動制御実習」3週目の様子をご紹介します。
今回は、前回実習で行ったサイクル動作(工程回路)という「決められた順序で動作を行うための回路」の復習から入りました。
その後、
「非常停止」非常停止ボタンが押されたら作動が停止する回路
「スタート条件(AND回路)」決まった位置でリミットスイッチが押されていないとスタートボタンを押しても作動しない回路
「動作中のランプ点灯」そのままの意味で、回路が動作している間は表示ランプが点灯している回路
以上3つを新たに勉強し、先週の復習で作成したラダープログラムに順に追加していきました。

最終的にできあがったラダープログラム
「自動制御実習」4週目は8/3(月)にて掲載予定です。
次回は7/21(火)生産機械科2年生の実習をご紹介いたします。
本日7/20(月)は生産機械科3年生で実習が行われました。今回は「自動制御実習」3週目の様子をご紹介します。
今回は、前回実習で行ったサイクル動作(工程回路)という「決められた順序で動作を行うための回路」の復習から入りました。
その後、
「非常停止」非常停止ボタンが押されたら作動が停止する回路
「スタート条件(AND回路)」決まった位置でリミットスイッチが押されていないとスタートボタンを押しても作動しない回路
「動作中のランプ点灯」そのままの意味で、回路が動作している間は表示ランプが点灯している回路
以上3つを新たに勉強し、先週の復習で作成したラダープログラムに順に追加していきました。
最終的にできあがったラダープログラム
「自動制御実習」4週目は8/3(月)にて掲載予定です。
次回は7/21(火)生産機械科2年生の実習をご紹介いたします。
生産機械科1年「板金・溶接作業」1週目
生産機械科工業技術基礎紹介
本日7/17(金)は生産機械科1年生で工業技術基礎が行われました。今回は「板金・溶接作業」実習の1週目の様子をご紹介します。
「板金・溶接作業」実習の1週目ではペン立てを作るため材料(鉄板)に罫書きを行い、帯ノコ盤を用いて切断していきます。鉄板のような硬い物を加工する際、力みすぎてケガをしやすいので注意をしながら慎重に作業を行っていきます。また、回転を伴う工作機械では巻き込み事故などにも注意が必要なため、軍手などの巻き込まれやすいものは着用しないようにします。

使用する材料(鉄板)

材料の罫書きを行う様子

ハイトゲージでケガキを行う様子

帯ノコ盤で鉄板を切断する様子

粗加工が終わった材料
初めて使う工作機械に苦戦しながらも、金属を自分の手で上手に加工していく生徒の様子を見ることができました。
材料の粗加工(大まかな加工)ができあがったところで、生徒一人一人のイニシャルを入れるため、センタポンチで材料に印をつけ、ボール盤を用いて孔開け加工をしていきます。イニシャルに沿って孔開けできたところで1週目の作業が終了となります。イニシャルはそれぞれ違うので自分専用のペン立てが出来上がります。完成がとても楽しみです。

センタポンチで印をつける様子

ボール盤で孔開けする様子
2週目(7/31)では粗加工を行った材料の削りと、イニシャル部分の加工を行っていきます。
次回は7/20(月)生産機械科3年生の実習をご紹介いたします。


登校申出書の様式
真心工房のご案内

お知らせ
学校案内パンフレット完成しました。こちらをご覧ください。
(女子向けパンフ監修:宇都宮メディア・アーツ専門学校ビジュアルデザイン科)
女子生徒向け↓
一般向け↓

真工高の四季