
文字
背景
行間


2020年7月の記事一覧
飛沫防止パーテーションの寄贈 大内中
大内中学校に飛沫防止パーテーション寄贈!!
7月8日、建設科2年田崎君(大内中卒業)が、大内中学校に訪問し、飛沫防止パーテーションを寄贈してきました。
母校の先生方に感謝され、成長した姿を見せることができ、生徒自身良い経験になりました。

7月8日、建設科2年田崎君(大内中卒業)が、大内中学校に訪問し、飛沫防止パーテーションを寄贈してきました。
母校の先生方に感謝され、成長した姿を見せることができ、生徒自身良い経験になりました。
生産機械科2年「溶接実習」3週目
生産機械科実習紹介
本日7/7(火)は生産機械科2年生で実習が行われました。今回は「溶接実習」3週目の様子をご紹介します。
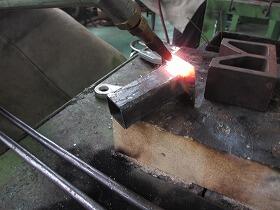
本日は先週、仮止め・部品同士の溶接まで行った「ペン立て」の本溶接を行いました。

先週の成果
下図のように、隙間になっている部分を埋めていきます。この時に、溶接棒を入れすぎると見栄えが悪くなってしまい、溶接棒が少ないと穴が空いてしまいます。
それぞれの生徒が工夫をして隙間を溶接しました。
ガス調節の様子
下図は完成したペン立てです。水を入れて漏れないか確認します。良好な溶接であれば、隙間がなく、水も漏れることはありません。溶接部の密度は製品の強度に大きく関わるため、重要な確認事項となります。

完成したペン立て

水を入れて漏れがないか確認する様子
最後に番号順に提出し、担当の教員から評価を受けました。班員の製品それぞれに個性はありますが、すべて素敵なペン立てに仕上がりました。

提出したペン立て
今週までに3週間分の溶接実習をご紹介いたしました。2学期の終わり頃、後半の溶接実習は3週間で温度も高く、溶接強度の大きい「アーク溶接」の様子をご紹介いたします。
次回は7/10(金)生産機械科1年生の工業技術基礎をご紹介いたします。
本日7/7(火)は生産機械科2年生で実習が行われました。今回は「溶接実習」3週目の様子をご紹介します。
本日は先週、仮止め・部品同士の溶接まで行った「ペン立て」の本溶接を行いました。
先週の成果
下図のように、隙間になっている部分を埋めていきます。この時に、溶接棒を入れすぎると見栄えが悪くなってしまい、溶接棒が少ないと穴が空いてしまいます。
それぞれの生徒が工夫をして隙間を溶接しました。
ガス調節の様子
下図は完成したペン立てです。水を入れて漏れないか確認します。良好な溶接であれば、隙間がなく、水も漏れることはありません。溶接部の密度は製品の強度に大きく関わるため、重要な確認事項となります。
完成したペン立て
水を入れて漏れがないか確認する様子
最後に番号順に提出し、担当の教員から評価を受けました。班員の製品それぞれに個性はありますが、すべて素敵なペン立てに仕上がりました。
提出したペン立て
今週までに3週間分の溶接実習をご紹介いたしました。2学期の終わり頃、後半の溶接実習は3週間で温度も高く、溶接強度の大きい「アーク溶接」の様子をご紹介いたします。
次回は7/10(金)生産機械科1年生の工業技術基礎をご紹介いたします。
生産機械科3年「自動制御実習」2週目
生産機械科実習紹介
本日7/6(月)は生産機械科3年生で実習が行われました。今回は「自動制御実習」2週目の様子をご紹介します。
先週は、PLCラダーサポートソフト「GX Works2」を使用しAND_OR回路、自己保持回路、タイマ回路、カウンタ回路と基本的な制御実習を行いました。
今回は、少し応用したインターロック回路の制御実習から行いました。
インターロック回路とは、「2つ以上の機器や装置で一方が動作している間は他方が動作しないようにする機構」のことです。
早押しクイズで使われる「最初に押したボタンはピンポン!と反応しますが、その後に他のボタンは反応しなくなる」回路です。
その後、サイクル動作(工程回路)という「決められた順序で動作を行うための回路」の実習に入りました。
下の回路ではボタンを押すと実習装置のコンベアが左に動き始め、左のスイッチに触れることでコンベアが右に切り替わり、右にたどり着くと動作が終了します。

サイクル動作のラダープログラム

ボタンを押してコンベアが左に動き始めました

左のスイッチに触れ、コンベアの動作が右に切り替わります

右にたどり着いたので動作終了です
「自動制御実習」3週目は7/20(月)にて掲載予定です。
次回は7/7(火)生産機械科2年生の実習をご紹介いたします。
本日7/6(月)は生産機械科3年生で実習が行われました。今回は「自動制御実習」2週目の様子をご紹介します。
先週は、PLCラダーサポートソフト「GX Works2」を使用しAND_OR回路、自己保持回路、タイマ回路、カウンタ回路と基本的な制御実習を行いました。
今回は、少し応用したインターロック回路の制御実習から行いました。
インターロック回路とは、「2つ以上の機器や装置で一方が動作している間は他方が動作しないようにする機構」のことです。
早押しクイズで使われる「最初に押したボタンはピンポン!と反応しますが、その後に他のボタンは反応しなくなる」回路です。
その後、サイクル動作(工程回路)という「決められた順序で動作を行うための回路」の実習に入りました。
下の回路ではボタンを押すと実習装置のコンベアが左に動き始め、左のスイッチに触れることでコンベアが右に切り替わり、右にたどり着くと動作が終了します。
サイクル動作のラダープログラム
ボタンを押してコンベアが左に動き始めました
左のスイッチに触れ、コンベアの動作が右に切り替わります
右にたどり着いたので動作終了です
「自動制御実習」3週目は7/20(月)にて掲載予定です。
次回は7/7(火)生産機械科2年生の実習をご紹介いたします。
建設2年建設科 『測量実習』
7/2(木)に建設科2年生の実習として測量実習が行われました。
その様子をご紹介します。
▼測量とは
測量とは土地の高低差、面積、距離などを求める作業です。
家や道路等の構造物を正確に造るために必ず行わないといけません。
今週は高さを求める水準測量に様子を説明していきたいと思います。
水準測量は高低差を求めるために行う測量です。
レベルという器械を使用して既に高さがわかっている点から知りたい点の高さの差を求めます。
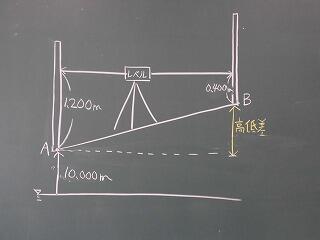
図-1 高低差計算
高低差はA-Bで求めることができます。
上の図だとAの高さ1.200m-Bの高さ0.400m=0.800m
計算の結果、A点から+0.800m(=80cm)の場所に点Bがあることがわかります。
点Aの標高が10.000mなので+0.800した1.800mが点Bの標高であることがわかりました。
真岡工業高校は海面の高さから78.310mの場所にあります。
この地点から校外の坂の下までの高さを求めるために行いました。

図-2 標高78.310m地点

図-3 標高を求めたい点


図-4 測定の様子
測量の結果、標高69.346m(69m35㎝6㎜)だとわかりました。
生産機械科1年「旋盤作業実習」2週目
生産機械科工業技術基礎紹介
本日7/3(金)は生産機械科1年生で実習が行われました。今回は「旋盤作業」2週目の様子をご紹介します。
「旋盤作業実習」1週目では旋盤の基本的な操作方法について学びましたが、今回(2週目)からは実際に旋盤を稼働させての切削作業になります。まずは前回の復習も兼ねてバイト(工具)のセンタ合わせを行っていきます。2週目になると生徒は自分の手で正確にセンタ合わせが出来るようになります。

センタ合わせの様子
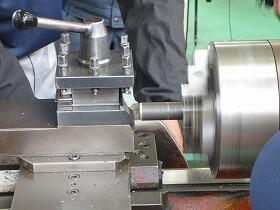
続いて、先生が手本を見せるために実際に旋盤を回転させます。旋盤は高速回転でパワーがあるので、操作手順を間違うと非常に危険な機械です。手本を見逃さないよう、集中して観察していました。次は生徒たちの番です。恐る恐る旋盤を回転させ、バイトをあてていきます。

手本を観察する様子

回転させて操作する様子
ゆっくりとハンドルを回しながら慎重にバイトを送っていきます。切削前は黒皮がついていた材料も、切削後は綺麗な金属の色になりました。旋盤作業実習では切削した材料を測定して、目標の寸法まで調整(切削)していくというのが基本的な作業になります。
切削前の材料の様子
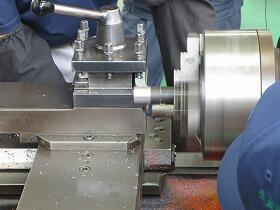
切削後の材料の様子
そして実習の最後には各自使用した旋盤に油をさしてメンテナンスを行い、綺麗に拭きあげて終了となります。生徒たちはこうして「機械を大切に使う」ことと、「使う前よりも綺麗にして帰る」ことを体験をもとに覚えていきます。

油をさしている様子

拭きあげの様子
来週【7/10(金)】も引き続き旋盤作業実習3週目を掲載する予定です。
次回は7/6(月)生産機械科3年生の実習をご紹介いたします。
本日7/3(金)は生産機械科1年生で実習が行われました。今回は「旋盤作業」2週目の様子をご紹介します。
「旋盤作業実習」1週目では旋盤の基本的な操作方法について学びましたが、今回(2週目)からは実際に旋盤を稼働させての切削作業になります。まずは前回の復習も兼ねてバイト(工具)のセンタ合わせを行っていきます。2週目になると生徒は自分の手で正確にセンタ合わせが出来るようになります。
センタ合わせの様子
続いて、先生が手本を見せるために実際に旋盤を回転させます。旋盤は高速回転でパワーがあるので、操作手順を間違うと非常に危険な機械です。手本を見逃さないよう、集中して観察していました。次は生徒たちの番です。恐る恐る旋盤を回転させ、バイトをあてていきます。
手本を観察する様子
回転させて操作する様子
ゆっくりとハンドルを回しながら慎重にバイトを送っていきます。切削前は黒皮がついていた材料も、切削後は綺麗な金属の色になりました。旋盤作業実習では切削した材料を測定して、目標の寸法まで調整(切削)していくというのが基本的な作業になります。
切削前の材料の様子
切削後の材料の様子
そして実習の最後には各自使用した旋盤に油をさしてメンテナンスを行い、綺麗に拭きあげて終了となります。生徒たちはこうして「機械を大切に使う」ことと、「使う前よりも綺麗にして帰る」ことを体験をもとに覚えていきます。
油をさしている様子
拭きあげの様子
来週【7/10(金)】も引き続き旋盤作業実習3週目を掲載する予定です。
次回は7/6(月)生産機械科3年生の実習をご紹介いたします。


真心工房のご案内

お知らせ
学校案内パンフレット完成しました。こちらをご覧ください。
(女子向けパンフ監修:宇都宮メディア・アーツ専門学校ビジュアルデザイン科)
女子生徒向け↓
一般向け↓

真工高の四季