
文字
背景
行間


カテゴリ:生産機械科の活動
生産機械科2年 MC実習 5週目
生産機械科2年 実習紹介!!
本日は生産機械科2年生において実習が行われました。今回は「MC実習」の5週目についてご紹介いたします。
今回は、MC(マシニングセンタ)における工具の上下について学習しました。下図の説明にあるように、回転する工具で切削を行う際には、工具の上下運動で溝の深さが決まります。適切な高さで切削を行わないと、故障や事故の原因になります。
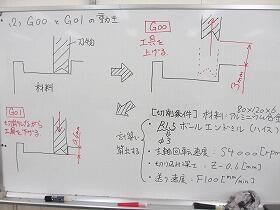
工具の上下について
下図は、誤ったプログラムにより、加工途中で、工具が意図しない切削を行った時の製品です。工具の上下のプログラムを間違えると、このように傷になってしまい、最悪の場合は工具が折れたり、主軸(回転運動を与える部分)が歪んでしまいます。
自動制御で行う加工だからこそ、プログラムが非常に重要であり、作業の安全性や、製品の質に関わってきます。

失敗した製品の例
工具の違いについても学習しました。ドリル(穴をあける)やエンドミル(溝を削る)など、用途に応じて自動で工具を交換するのが、MC(マシニングセンタ)の強みでもあります。

各種の工具
次回は、1月22日(金)生産機械科1年生の工業技術基礎についてご紹介します。
本日は生産機械科2年生において実習が行われました。今回は「MC実習」の5週目についてご紹介いたします。
今回は、MC(マシニングセンタ)における工具の上下について学習しました。下図の説明にあるように、回転する工具で切削を行う際には、工具の上下運動で溝の深さが決まります。適切な高さで切削を行わないと、故障や事故の原因になります。
工具の上下について
下図は、誤ったプログラムにより、加工途中で、工具が意図しない切削を行った時の製品です。工具の上下のプログラムを間違えると、このように傷になってしまい、最悪の場合は工具が折れたり、主軸(回転運動を与える部分)が歪んでしまいます。
自動制御で行う加工だからこそ、プログラムが非常に重要であり、作業の安全性や、製品の質に関わってきます。
失敗した製品の例
工具の違いについても学習しました。ドリル(穴をあける)やエンドミル(溝を削る)など、用途に応じて自動で工具を交換するのが、MC(マシニングセンタ)の強みでもあります。
各種の工具
次回は、1月22日(金)生産機械科1年生の工業技術基礎についてご紹介します。
生産機械科2年 MC実習 4週目
生産機械科2年 実習紹介!!
本日は生産機械科2年生において実習が行われました。今回は「MC実習:マシニングセンタ実習」4週目についてご紹介いたします。
マシニングセンタ実習では、前回までの3週で工具の切り替えや、加工のためのプログラムについて学習しました。
今回から3週に渡って、実際に加工するためのプログラムや機器操作について学習し、最終週にはアルミ板に自由な図形を切削します。
まずは、生徒それぞれが考えた図形を方眼紙にスケッチし、座標を取ります。
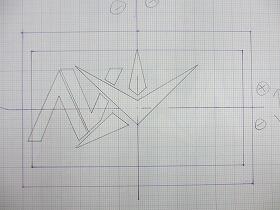
方眼紙によるスケッチ
次に、方眼紙から取った座標からプログラムを作成します。下図のようにPCソフト上で工具の種類や座標、工具の移動距離についてプログラムしました。

プログラム画面
最後に、マシニングセンタによる加工のシュミレーションを行いました。下図のように、PC上で工具の動きを確認し、工具の干渉などがないか確認しました。
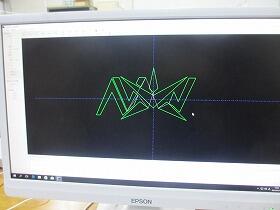
シュミレーションの様子
次回は1月19日(火)に今回の続きとして生産機械科2年 MC実習 5週目についてご紹介いたします。
本日は生産機械科2年生において実習が行われました。今回は「MC実習:マシニングセンタ実習」4週目についてご紹介いたします。
マシニングセンタ実習では、前回までの3週で工具の切り替えや、加工のためのプログラムについて学習しました。
今回から3週に渡って、実際に加工するためのプログラムや機器操作について学習し、最終週にはアルミ板に自由な図形を切削します。
まずは、生徒それぞれが考えた図形を方眼紙にスケッチし、座標を取ります。
方眼紙によるスケッチ
次に、方眼紙から取った座標からプログラムを作成します。下図のようにPCソフト上で工具の種類や座標、工具の移動距離についてプログラムしました。
プログラム画面
最後に、マシニングセンタによる加工のシュミレーションを行いました。下図のように、PC上で工具の動きを確認し、工具の干渉などがないか確認しました。
シュミレーションの様子
次回は1月19日(火)に今回の続きとして生産機械科2年 MC実習 5週目についてご紹介いたします。
生産機械科2年 機械仕上実習 6週目
生産機械科2年 実習紹介!!
本日は生産機械科2年において実習が行われました。今回は「機械仕上実習」の6週目についてご紹介いたします。
機械仕上実習の最終週となる今週は前回、外形を加工した材料に旋盤で、ねじを切っていく作業となります。旋盤で設定する作業も多く、0.1mmずつ、ゆっくりと切削するため、通常の外形切削より時間が掛かりました。

ねじを切削する様子
下図が完成した豆ジャッキです。ねじを利用して上下することができます。

完成した豆ジャッキ①

完成した豆ジャッキ②
機械仕上実習では、端面切削・外形切削に加え、「テーパ加工」「穴あけ」「タップ加工」「リーマ仕上げ」「ねじ切り加工」などの機械的な加工の要素について学習しました。

旋盤加工の様子
さて、次回は1月12日(火)に生産機械科2年生の実習をご紹介いたします。
本日は生産機械科2年において実習が行われました。今回は「機械仕上実習」の6週目についてご紹介いたします。
機械仕上実習の最終週となる今週は前回、外形を加工した材料に旋盤で、ねじを切っていく作業となります。旋盤で設定する作業も多く、0.1mmずつ、ゆっくりと切削するため、通常の外形切削より時間が掛かりました。
ねじを切削する様子
下図が完成した豆ジャッキです。ねじを利用して上下することができます。
完成した豆ジャッキ①
完成した豆ジャッキ②
機械仕上実習では、端面切削・外形切削に加え、「テーパ加工」「穴あけ」「タップ加工」「リーマ仕上げ」「ねじ切り加工」などの機械的な加工の要素について学習しました。
旋盤加工の様子
さて、次回は1月12日(火)に生産機械科2年生の実習をご紹介いたします。
生産機械科2年 機械仕上実習 5週目
生産機械科2年 実習紹介!!
本日は生産機械科2年において実習が行われました。今回は「機械仕上実習」の5週目についてご紹介いたします。
今週は、先週の実習で途中まで加工を行った豆ジャッキの土台部分を完成させます。まずは、土台部分に段差を付けるための外形切削を行いました。

土台部分の外形切削
次に、内側にめねじを切るための下穴をドリルで開けていきます。先週にも行った作業ということで、手際よく加工ができました。

ドリル加工
そしていよいよ、めねじ部分の加工となります。今回はタップという工具を使用して、めねじを加工しました。

タップ加工①

タップ加工②
下図が完成した豆ジャッキの土台部分です。

豆ジャッキの土台
後半は豆ジャッキの先端となる、おねじを切った部品を加工します。テーパ加工によって角度を付けて、先端部分を尖った形とします。

先端部分のテーパ加工
最後に、おねじとなる部分を外形切削しました。

ねじとなる部分の外径切削
次週12月22日(火)は、旋盤の切削によっておねじを加工し、豆ジャッキが完成する様子をご紹介いたします。
本日は生産機械科2年において実習が行われました。今回は「機械仕上実習」の5週目についてご紹介いたします。
今週は、先週の実習で途中まで加工を行った豆ジャッキの土台部分を完成させます。まずは、土台部分に段差を付けるための外形切削を行いました。
土台部分の外形切削
次に、内側にめねじを切るための下穴をドリルで開けていきます。先週にも行った作業ということで、手際よく加工ができました。
ドリル加工
そしていよいよ、めねじ部分の加工となります。今回はタップという工具を使用して、めねじを加工しました。
タップ加工①
タップ加工②
下図が完成した豆ジャッキの土台部分です。
豆ジャッキの土台
後半は豆ジャッキの先端となる、おねじを切った部品を加工します。テーパ加工によって角度を付けて、先端部分を尖った形とします。
先端部分のテーパ加工
最後に、おねじとなる部分を外形切削しました。
ねじとなる部分の外径切削
次週12月22日(火)は、旋盤の切削によっておねじを加工し、豆ジャッキが完成する様子をご紹介いたします。
生産機械科3年 技術コンクール
生産機械科3年 技術コンクール
本日12月14日(月)は生産機械科3年生で技術コンクールを行いました。
実習が先日で終わってしまいましたが、今回は実習の集大成です。
技術コンクールでは3年間の実習で学んだ技術を競います。
機械加工部門では旋盤作業、溶接部門ではガス溶接、アーク溶接、計測部門では測定器での計測と製図を行いました。
機械加工部門(旋盤作業)


旋盤作業 製作物
溶接部門


ガス溶接 アーク溶接


引張試験機 計測中


引張試験中 引張試験後(破断)
計測部門


ノギス・マイクロメータを使った計測 製図


真心工房のご案内

お知らせ
学校案内パンフレット完成しました。こちらをご覧ください。
(女子向けパンフ監修:宇都宮メディア・アーツ専門学校ビジュアルデザイン科)
女子生徒向け↓
一般向け↓
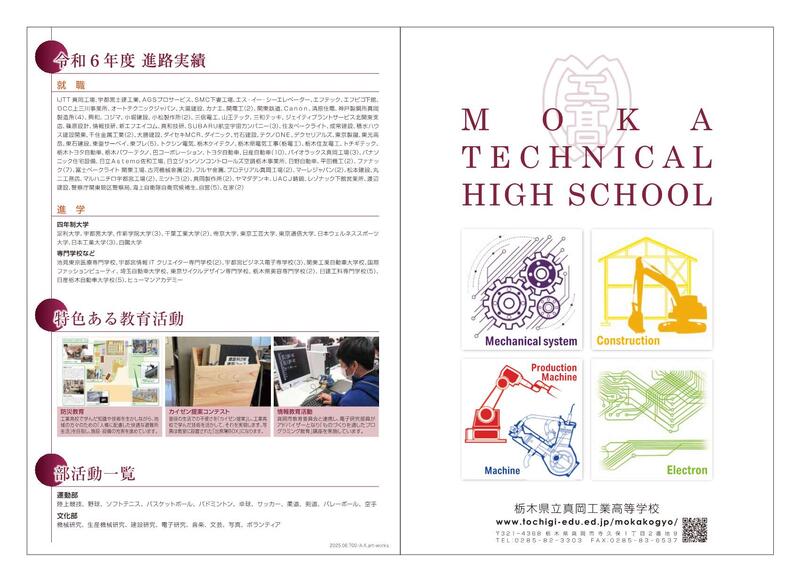

真工高の四季