
文字
背景
行間


カテゴリ:生産機械科の活動
生産機械科2年 溶接実習 6週目
生産機械科2年 実習紹介!
本日、10月27日(火)は生産機械科2年において実習が行われました。今回は「溶接実習」6週目についてご紹介いたします。
今週は、ガス・アーク溶接において接合した板材を試験機で引っ張り、溶接部の耐久性(引張強さ)を調べる実習を行いました。

溶接した板材
引張強さを調べる試験機(引張試験機)に板材を取り付けるときには、万力によって大きな力で挟みます。

引張試験機に板材を取り付ける様子
引張試験機によって縦方向に引っ張り、破断させます。

板材が破断した様子
引張試験機に引っ張られた板材が、破断するまでに耐えようとする力を引張強さといい、下図のようなメーターで最大の引張強さを求めます。

引張強さを測定する様子
下図は教員による手本の例ですが、上手に溶接されている板材は溶接部以外の部分が破断するため、材料本来の引張強さが計測されます。

破断後の板材
それぞれが溶接した板材の引張強さを求めて、結果を考察し、まとめました。

生徒が溶接し、試験を行った板材
次回は10月30日(金)生産機械科1年 工業技術基礎についてご紹介いたします。
生産機械科3年 機械仕上実習 4週目
生産機械科3年 実習紹介
本日10/26(月)は生産機械科3年生で実習が行われました。今回は「機械仕上実習」4週目の様子をご紹介します。
今回はホブ盤での歯切り加工を行った歯車に砥石を高速回転させて表面を削る平面研削機を使い、厚さと平面度を整えました。
研削とは「平面度・平行度」の精度を向上させる加工です。
余談ですが、「面粗度(めんそど)を向上させる、表面をなめらかにする。」加工は研磨といいます。

平面研削加工の様子

平面研削加工後
平面研削機もホブ盤と同様に全員が同時に行えないため、更に旋盤の練習も行いました。
前回は凸型の練習を行いましたが、今回は凹型の練習を行いました。
精度が出ている場合は、嵌め合わせて外す際に「キュポン!」といい音が鳴ります。

旋盤練習加工材(左:凹型、右:凸型)

嵌め合わせる様子
次回は10/27(火)に生産機械科2年生の実習を紹介いたします。
本日10/26(月)は生産機械科3年生で実習が行われました。今回は「機械仕上実習」4週目の様子をご紹介します。
今回はホブ盤での歯切り加工を行った歯車に砥石を高速回転させて表面を削る平面研削機を使い、厚さと平面度を整えました。
研削とは「平面度・平行度」の精度を向上させる加工です。
余談ですが、「面粗度(めんそど)を向上させる、表面をなめらかにする。」加工は研磨といいます。
平面研削加工の様子
平面研削加工後
平面研削機もホブ盤と同様に全員が同時に行えないため、更に旋盤の練習も行いました。
前回は凸型の練習を行いましたが、今回は凹型の練習を行いました。
精度が出ている場合は、嵌め合わせて外す際に「キュポン!」といい音が鳴ります。
旋盤練習加工材(左:凹型、右:凸型)
嵌め合わせる様子
次回は10/27(火)に生産機械科2年生の実習を紹介いたします。
生産機械科1年「電気」実習4週目
生産機械科工業技術基礎紹介
本日10/23(金)は生産機械科1年生で工業技術基礎が行われました。今回は「電気」実習の後半4週目の様子をご紹介します。
「電気」実習の1~3週目では、ギヤ比を学習しながらギヤボックスを組み立し、抵抗器の基礎とハンダ付けの技術を習得しました。
電気実習の後半からは基板を完成させ、マイコンカーを完成させる作業に入ります。
本日行った4週目では、ポリスイッチや電解コンデンサの基礎を学んだ上で、基板を台にセットしてそれぞれの部品をハンダ付けしました。
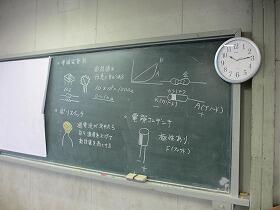
ポリスイッチと電解コンデンサの説明
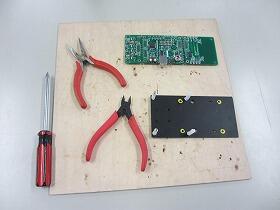
実習に使用した道具
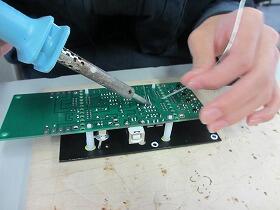
基板を台にセットして作業する様子
以上が「電気」実習4週目の内容となります。
次回投稿は10/26(月)に生産機械科3年生の実習を紹介いたします。
生産機械科2年 「溶接実習」5週目
生産機械科2年 実習紹介!
本日、10月20日(火)は生産機械科2年において実習が行われました。今回は「溶接実習」5週目についてご紹介いたします。
先週はアーク溶接の基礎知識や作業手順について学びました。今週はいよいよ溶接を行います。
まずは、安全に作業を行うために、エプロン・手袋・靴カバーを装着します。

アーク溶接用の装備
次に、タッピングやブラッシングと呼ばれるアークを発生させるための作業を練習しました。作業台に鉄板を乗せ、電流が流れている溶接棒で叩いてスパーク(火花)を発生させます。
鉄板と溶接棒の距離を一定に保ちながらアークを発生させます。この距離が近くても遠くてもアークが安定しません。
溶接後の鉄板にはスラグ(溶接部を空気から保護する膜)が固まっているので、ハンマで割り、ブラシで表面を整えます。

スラグを割る様子
スラグを取り除くと、下図のようになります。アーク溶接の溶接部はガス溶接と比較して、幅が広く、深いのが特徴です。

アーク溶接によって接合した部分
アーク溶接は5000℃を越える高温で接合するため、厚めの材料であっても接合することができます。
次回は10月23日(金)生産機械科1年 工業技術基礎についてご紹介いたします。
生産機械科3年 機械仕上実習 3週目
生産機械科3年 実習紹介
本日10/19(月)は生産機械科3年生で実習が行われました。今回は「機械仕上実習」3週目の様子をご紹介します。
今回は前回までの実習で旋盤加工を行った材料に、いよいよホブ盤での歯切り加工を行いました。
ホブ盤はホブと呼ばれる刃物を使い材料を一定速度で回転させながら切削加工を行う機械です。
目的とした歯車を製作するために、歯車の直径と歯数に合わせてホブと材料の回転速度を設定します。

歯切り加工の様子
ホブ盤は全員が同時に行えないため、更に旋盤の練習も行いました。
今回は指定された寸法近づけ、誤差0mm ~ マイナス0.05mmを目標に練習を行いました。

旋盤加工の様子
次回は10/20(火)に生産機械科2年生の実習を紹介いたします。
本日10/19(月)は生産機械科3年生で実習が行われました。今回は「機械仕上実習」3週目の様子をご紹介します。
今回は前回までの実習で旋盤加工を行った材料に、いよいよホブ盤での歯切り加工を行いました。
ホブ盤はホブと呼ばれる刃物を使い材料を一定速度で回転させながら切削加工を行う機械です。
目的とした歯車を製作するために、歯車の直径と歯数に合わせてホブと材料の回転速度を設定します。
歯切り加工の様子
ホブ盤は全員が同時に行えないため、更に旋盤の練習も行いました。
今回は指定された寸法近づけ、誤差0mm ~ マイナス0.05mmを目標に練習を行いました。
旋盤加工の様子
次回は10/20(火)に生産機械科2年生の実習を紹介いたします。


真心工房のご案内

お知らせ
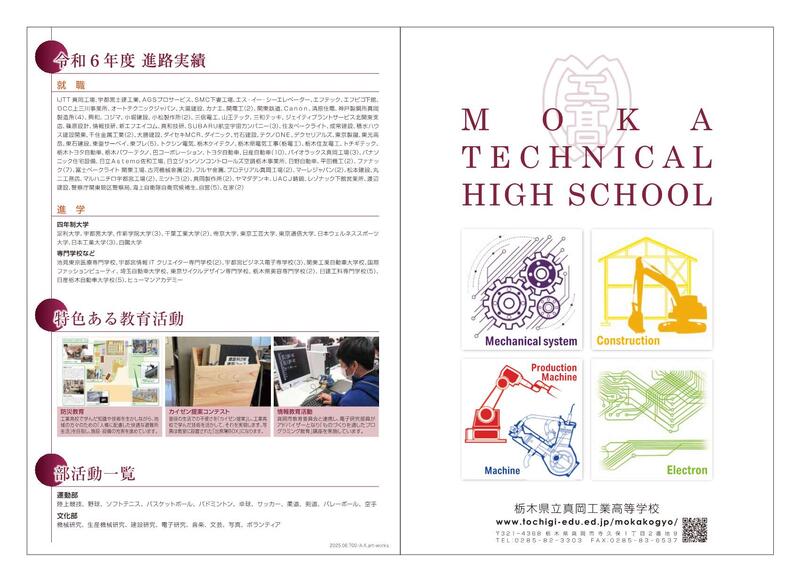
学校案内パンフレット完成しました。こちらをご覧ください。
(女子向けパンフ監修:宇都宮メディア・アーツ専門学校ビジュアルデザイン科)
女子生徒向け↓
一般向け↓

真工高の四季