
文字
背景
行間


真岡工業高校NEWS
生産機械科3年 CAD実習 4週目
生産機械科3年 実習紹介
本日は昨日に引き続き生産機械科3年生の「実習」から「CAD実習」の4週目についてご紹介します。
前回からSolid Worksというソフトを使用して3次元のCADについて学んでいますが、今週は前時の復習をした後、投影図作成、アセンブリ(組立)の使用方法を学び、文字彫刻や着色について学んでいきます。
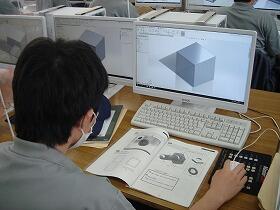
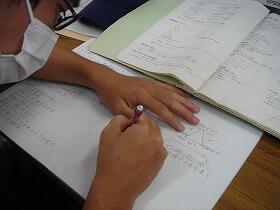
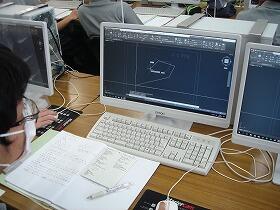
まずは前の時間の復習です。操作方法の確認をしながら、丁寧に描いていきます。
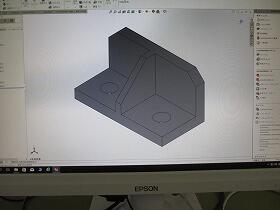
前回の課題を作成
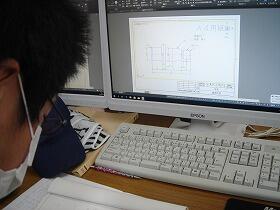
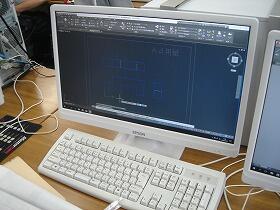
作成した図面を投影図に変換してみます。
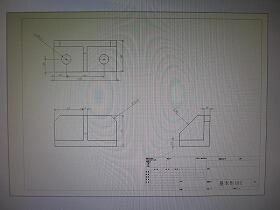
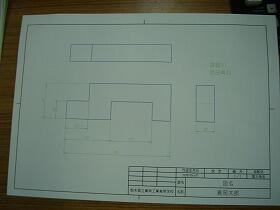
必要な寸法を書き込み完成
缶とフタ、ボルト・ナット・座金をそれぞれ描き、アセンブリ(組立)してみます。
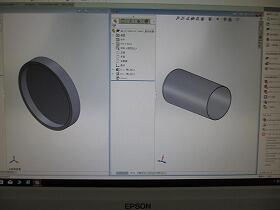
缶とフタ
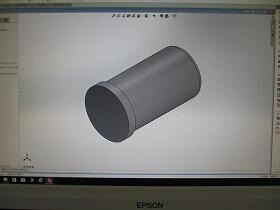
上図の缶とフタをアセンブリ
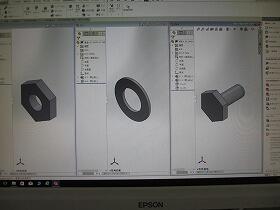
ボルト・ナット・座金
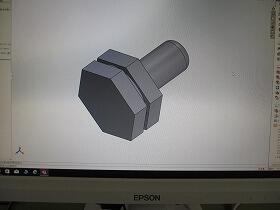
ボルト・ナット・座金をアセンブリ
新たな課題にも取り組みました。
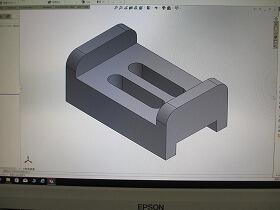
課題完成図
球体を作成し、文字を彫刻・着色もしました。
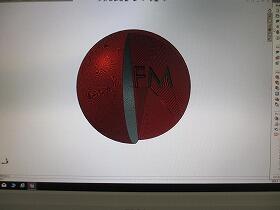
球体完成図
CAD実習では、Auto CAD・Solid Worksの2種類のソフトを使用して、それぞれの特徴を体験しながら学ぶことができ、将来企業においてどんなソフトを使用していても柔軟に対応できる基礎知識を身につけることができます。また、ドラフターを使用した手描きの図面の大切さについてもCADを操作することで実感できたようです。
コンピュータの苦手な生徒も、最初は難色を示していましたが、実習を終える頃には「もっと描きたい」と言ってくれます。何事も「食わず嫌い」より「まずやってみる」精神で臨んでほしいものです。
さて、9月1日(火)よりいよいよ2学期が始まります。生産機械科の次回の実習は9/4(金)に生産機械科1年の工業技術基礎が行われる予定です。
本日は昨日に引き続き生産機械科3年生の「実習」から「CAD実習」の4週目についてご紹介します。
前回からSolid Worksというソフトを使用して3次元のCADについて学んでいますが、今週は前時の復習をした後、投影図作成、アセンブリ(組立)の使用方法を学び、文字彫刻や着色について学んでいきます。
まずは前の時間の復習です。操作方法の確認をしながら、丁寧に描いていきます。
前回の課題を作成
作成した図面を投影図に変換してみます。
必要な寸法を書き込み完成
缶とフタ、ボルト・ナット・座金をそれぞれ描き、アセンブリ(組立)してみます。
缶とフタ
上図の缶とフタをアセンブリ
ボルト・ナット・座金
ボルト・ナット・座金をアセンブリ
新たな課題にも取り組みました。
課題完成図
球体を作成し、文字を彫刻・着色もしました。
球体完成図
CAD実習では、Auto CAD・Solid Worksの2種類のソフトを使用して、それぞれの特徴を体験しながら学ぶことができ、将来企業においてどんなソフトを使用していても柔軟に対応できる基礎知識を身につけることができます。また、ドラフターを使用した手描きの図面の大切さについてもCADを操作することで実感できたようです。
コンピュータの苦手な生徒も、最初は難色を示していましたが、実習を終える頃には「もっと描きたい」と言ってくれます。何事も「食わず嫌い」より「まずやってみる」精神で臨んでほしいものです。
さて、9月1日(火)よりいよいよ2学期が始まります。生産機械科の次回の実習は9/4(金)に生産機械科1年の工業技術基礎が行われる予定です。
生産機械科3年 CAD実習 3週目
生産機械科3年 実習紹介
本日は先週に引き続き生産機械科3年生の「実習」から「CAD実習」の3週目についてご紹介します。
1・2週目は、Auto CADを使用しての実習について紹介しましたが、今回からはSolid Worksというソフトを使用して3次元のCADについて学んでいきます。
前回までとは違い、原点からまず平面に角または丸を描き、これを立体にしていきます。下図手前右側が平面に正方形を描いた様子です。これを左のように立体に仕上げます。

直方体を作成している様子
材質も指定することができます。
完成した立方体
完成した立方体から、不要な部分を切りとっていきます。
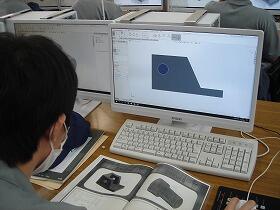
作成部品の途中経過

円筒形の部品
Solid Worksを使用しての図面作成では、前回までの2次元の製図との違いを感じながら、それぞれの利点と欠点について学ぶことができます。
さて、次回は明日8/25(火)に生産機械科3年の「CAD実習」4週目について紹介します。
本日は先週に引き続き生産機械科3年生の「実習」から「CAD実習」の3週目についてご紹介します。
1・2週目は、Auto CADを使用しての実習について紹介しましたが、今回からはSolid Worksというソフトを使用して3次元のCADについて学んでいきます。
前回までとは違い、原点からまず平面に角または丸を描き、これを立体にしていきます。下図手前右側が平面に正方形を描いた様子です。これを左のように立体に仕上げます。
直方体を作成している様子
材質も指定することができます。
完成した立方体
完成した立方体から、不要な部分を切りとっていきます。
作成部品の途中経過
円筒形の部品
Solid Worksを使用しての図面作成では、前回までの2次元の製図との違いを感じながら、それぞれの利点と欠点について学ぶことができます。
さて、次回は明日8/25(火)に生産機械科3年の「CAD実習」4週目について紹介します。
生産機械科3年 CAD実習 2週目
生産機械科3年 実習紹介
本日は昨日に引き続き生産機械科3年生の「実習」から「CAD実習」の2週目についてご紹介します。
1週目の前回は、座標の取り方や直線、線種の変更など簡単なコマンドについて学び、実際に投影図を描きましたが、2週目の今回は、円や角丸め、寸法記入などのコマンドについて学んでいきます。
教示用ディスプレイやテキストを使用して要点をまとめ、
テキスト等を使用して要点をまとめている様子
構築線をひき図面を作成していきます。

コマンドを使用して練習している様子
2週にわたって学んだ多くのコマンドを駆使し、投影図を完成させました。
投影図完成
Auto CADを使用しての図面作成をとおし、コンピュータを使用することの利点と欠点についても生徒達は考える機会を持ちました。次回は別のソフトを使用してCADの実習を行います。
さて、次回は明日8/24(月)に生産機械科3年の「CAD実習」3週目について紹介します。
本日は昨日に引き続き生産機械科3年生の「実習」から「CAD実習」の2週目についてご紹介します。
1週目の前回は、座標の取り方や直線、線種の変更など簡単なコマンドについて学び、実際に投影図を描きましたが、2週目の今回は、円や角丸め、寸法記入などのコマンドについて学んでいきます。
教示用ディスプレイやテキストを使用して要点をまとめ、
テキスト等を使用して要点をまとめている様子
構築線をひき図面を作成していきます。
コマンドを使用して練習している様子
2週にわたって学んだ多くのコマンドを駆使し、投影図を完成させました。
投影図完成
Auto CADを使用しての図面作成をとおし、コンピュータを使用することの利点と欠点についても生徒達は考える機会を持ちました。次回は別のソフトを使用してCADの実習を行います。
さて、次回は明日8/24(月)に生産機械科3年の「CAD実習」3週目について紹介します。
生産機械科3年 CAD実習 1週目
生産機械科3年 実習紹介
本日は生産機械科3年生の「実習」から「CAD実習」の1週目についてご紹介します。
CAD実習は、1年次から3年間座学で学んできた「製図」の知識を生かし、コンピュータを使用して図面を作成する実習です。CADとは、Computer Aided Design(コンピュータ 支援 設計)の頭文字C・A・Dであらわされ、多くの企業で製品の設計・開発に使用されるものです。
生産機械科3年の実習では、このCADを2種類のソフトを使用して学んでいきます。
1週目の今回は、Auto CADを使用して2次元の図面の作成を学びます。
テキストを使用して要点をまとめている様子
作図をするにあたっていくつものコマンド(命令)をCADを操作しながら学んでいきます。
コマンドを使用して練習している様子
一通りのコマンドを学んだ後は、実際に投影図を作成してみます。
投影図の製作途中と完成図
CADを使用することで、手描きの図面との時間的な差や座学で学んだ製図の基本的ルールの大切さについて身をもって体験していました。
さて、次回は明日8/21(金)に生産機械科3年の「CAD実習」2週目について紹介します。
本日は生産機械科3年生の「実習」から「CAD実習」の1週目についてご紹介します。
CAD実習は、1年次から3年間座学で学んできた「製図」の知識を生かし、コンピュータを使用して図面を作成する実習です。CADとは、Computer Aided Design(コンピュータ 支援 設計)の頭文字C・A・Dであらわされ、多くの企業で製品の設計・開発に使用されるものです。
生産機械科3年の実習では、このCADを2種類のソフトを使用して学んでいきます。
1週目の今回は、Auto CADを使用して2次元の図面の作成を学びます。
テキストを使用して要点をまとめている様子
作図をするにあたっていくつものコマンド(命令)をCADを操作しながら学んでいきます。
コマンドを使用して練習している様子
一通りのコマンドを学んだ後は、実際に投影図を作成してみます。
投影図の製作途中と完成図
CADを使用することで、手描きの図面との時間的な差や座学で学んだ製図の基本的ルールの大切さについて身をもって体験していました。
さて、次回は明日8/21(金)に生産機械科3年の「CAD実習」2週目について紹介します。
生産機械科2年 機械仕上実習 3週目
生産機械科2年 実習紹介
本日は生産機械科2年生の「実習」から「機械仕上実習」の3週目についてご紹介します。
機械仕上実習の3週目は、いよいよ製品の仕上げを行う工程になります。図面通りの寸法が出せるように丁寧に加工を行います。特に今回、加工する部分は図面上では細かな精度が要求される部分になります。

仕上げ加工の様子
最後に旋盤で切削した材料には角(かど)やバリがでることが多く、これらによって手を切ったり、他の製品を傷付けてしまう可能性もあるため、「面取り」という加工を行い、角やバリを取っていきます。

面取りの様子
旋盤は材料を単純に丸く加工するだけではなく、前回のテーパ加工や格子の模様を彫る加工など様々な加工法がある、奥が深い工作機械です。2学期、3学期には旋盤で、「ねじ」を切って部品同士を組み合わせます。
さて、次回は明日8/20(木)に生産機械科3年の「CAD実習」について紹介します。
本日は生産機械科2年生の「実習」から「機械仕上実習」の3週目についてご紹介します。
機械仕上実習の3週目は、いよいよ製品の仕上げを行う工程になります。図面通りの寸法が出せるように丁寧に加工を行います。特に今回、加工する部分は図面上では細かな精度が要求される部分になります。
仕上げ加工の様子
最後に旋盤で切削した材料には角(かど)やバリがでることが多く、これらによって手を切ったり、他の製品を傷付けてしまう可能性もあるため、「面取り」という加工を行い、角やバリを取っていきます。
面取りの様子
旋盤は材料を単純に丸く加工するだけではなく、前回のテーパ加工や格子の模様を彫る加工など様々な加工法がある、奥が深い工作機械です。2学期、3学期には旋盤で、「ねじ」を切って部品同士を組み合わせます。
さて、次回は明日8/20(木)に生産機械科3年の「CAD実習」について紹介します。


真心工房のご案内

お知らせ
学校案内パンフレット完成しました。こちらをご覧ください。
(女子向けパンフ監修:宇都宮メディア・アーツ専門学校ビジュアルデザイン科)
女子生徒向け↓
一般向け↓

真工高の四季